- Soldadura blanda
-
La soldadura heterogénea consiste en realizar uniones en las que el material de aportación tiene menor punto de fusión (y distintas características químico-físicas) que el material base, realizándose la unión soldada sin fusión del material base y mediante la fusión del material de aportación que se distribuye entre las superficies de la unión, muy próximas entre sí por acción capilar.
La soldadura blanda se distingue de la soldadura fuerte por la temperatura de fusión del material de aporte. La soldadura blanda utiliza aportaciones con punto de fusión por debajo de los 450 °C y la soldadura fuerte por encima de los 450 °C .
Contenido
Aplicaciones[1]
La soldadura blanda tiene gran cantidad de aplicaciones, desde la fabricación de juguetes hasta de motores de aviones y vehículos espaciales. En general se utiliza para la unión de piezas de pequeño tamaño,piezas diferentes materiales, donde seria muy difícil utilizar un proceso de soldadura por fusión. La soldadura blanda se suele utilizar en componentes electrónicos, como circuitos impresos o transistores, piezas ornamentales y piezas de intercambiadores de calor.
Ventajas
Las ventajas que podemos encontrar en la utilización de este método de soldadura son:[2]
-
- No se alcanzan cambios físicos en el material a soldar al no alcanzar la temperatura de fusión.
- No se presentan tensiones superficiales gracias a que la temperatura alcanzada es muy baja.
- Se puede conservar los recubrimientos y plaqueados de los materiales base.
- Facilidad para obtener uniones sanas entre materiales diferentes, incluso entre materiales metálicos y no metálicos o entre materiales de diferentes espesores.
- Se pueden obtener soldaduras en piezas de precisión.
- Con algunos procesos se pueden realizar soldaduras con muchas piezas al mismo tiempo, por lo que resulta muy económico.
- Sólo se requieren bajas temperaturas, con el ahorro energético que ello conlleva.
- La apariencia de la soldadura es muy buena.
- Es un proceso fácilmente automatizable.
- No se necesitan medidas de protección especiales.
Limitaciones
El diseño de las piezas, y en algunos casos su preparación, puede resultar más complicado y costoso. Resulta muy costos su aplicación en el caso de piezas grandes.
Medios necesarios[3]
Dispositivo de soldadura
 Soldador eléctrico.
Soldador eléctrico.
Son los elementos encargados de proporcionar el calor necesario para alcanzar la temperatura de fusión del material de aportación para realizar la soldadura entre los dos materiales. Los dispositivos de soldadura más comunes son los denominados soldadores de estaño, se especifican según su potencia en vatios dependiendo del tipo de trabajo. Asimismo, la forma y tamaño de la punta también dependerá del trabajo a realizar. Los tipos más comunes de soldadores son: soldador de lápiz, soldador industrial, pistola de soldar y soldador de gas(soplete).
Fundente o pasta limpiadora
 pasta limpiadora.
pasta limpiadora.El fundente juega un papel primordial para realizar la soldadura blanda, donde sus principales funciones son:
-
- Aislar del contacto del aire.
- Disolver y eliminar los óxidos que pueden formarse.
- Favorecer el “mojado” del material base por el metal de aportación fundido, consiguiendo que el metal de aportación pueda fluir y se distribuya en la unión.
Los fundentes son mezclas de muchos componentes químicos. Entre los que se pueden citar están los boratos, fluoruros, bórax, ácido bórico y los agentes mojantes.
Se suelen suministrar en forma de polvo, pasta o líquido. El fundente de polvo puede aplicarse en seco, o disolverse en agua o alcohol con lo que se mejora su adherencia. El tipo de fundente más conocido es el fundente en pasta; el fundente líquido es el menos utilizado.
El fundentes debe aplicarse después de la limpieza de las piezas mediante brocha, espolvoreando en el caso de polvo, o disolviéndolo con agua o alcohol con lo que mejora su adherencia.
El fundente indica cuándo el material base ha alcanzado la temperatura de soldadura y se debe aplicar el material de aportación, en muchos casos el fundente, cuando se funde, se vuelve transparente, indicando que ha llegado el momento de aplicar el metal de aportación.
Una vez realizado el proceso de soldado, los residuos deben limpiarse para evitar la corrosión. Tras retirarlo es necesario aplicar un tratamiento de decapado, para eliminar los óxidos que se hayan podido formar durante el soldeo en las zonas no protegidas por el fundente.
Cuando se utiliza poca cantidad de fundente, o se han sobrecalentado las piezas, el fundente queda sobresaturado con óxidos, volviéndose generalmente de color verde o negro, siendo difícil retirarlo, para este caso será necesario sumergir la pieza en un ácido que actuara como decapante.
Metal de aportación[4]
 Carrete de estaño-plata.
Carrete de estaño-plata.Es el metal que se añade cuando se realiza la soldadura. Las características que debe cumplir el metal de aportación son:
-
- Capacidad de mojar al metal base.
- Apropiada temperatura de fusión y buena fluidez para permitir su distribución, por atracción capilar en las uniones.
- Se capaz de producir una unión soldada que cumpla los requisitos de resistencia mecánica y a la corrosión en estado normal de servicio.
Se utiliza cada material de aportación para un rango de temperaturas determinado, el metal de aportación debe interaccionar con el metal base con el que se va a utilizar. Sin embargo no debe formar ningún compuesto que disminuya la resistencia de la unión. El material de aportación se comercializan en formas de barras, pastas, o en carretes de hilo. Los materiales de aportación utilizados en la soldadura blanda son los siguientes:
-
- Estaño-plomo: Es el metal de aportación más común y es el utilizado en casos generales.
- Estaño-antimonio-plomo: Se adiciona antimonio porque mejora las propiedades mecánicas del material de aportación.
- Estaño-plata: Se utiliza en instrumentos de trabajo delicados.
- Estaño-cinc: Se utilizan para soldar aluminio.
- Estaño-bismuto: Tiene una gran aplicación en el campo de la electrónica.
- Plomo- plata: Mejora la capacidad de mojado del plomo cuando éste es empleado en la soldadura blanda de acero, fundición o cobre.
- Cadmio-plata: Se emplea en la unión de cobre y también, aunque menos, en la soldadura aluminio-aluminio teniendo una gran resistencia a grandes temperaturas.
- Cadmio-cinc: Se emplea en la unión de aluminio.
- Cinc-cadmio: También se hace uso en las uniones de aluminio.
- Cinc-aluminio: Se utiliza para la soldadura de aluminio obteniendo una gran resistencia a la corrosión.
Propiedades de la soldadura blanda
La resistencia de estas uniones a esfuerzos cortantes o de cizalla, a temperatura ambiente, dependen de:
- a)La distancia entre los metales que se han de unir.
- b)La temperatura de soldadura.
- c)El tiempo de calefacción.
- d)La composición de los metales que se desea soldar.
Las propiedades de la unión varían si la aleación de aportación se alea o no con los metales base. La distancia entre los metales que se desea unir pude variar bastante.
Normalmente no se recomienda la soldadura blanda para unir el aluminio, pues para ello ya se utilizan otros métodos. Para soldar cinc o hierro galvanizado no debe estar presente el antimonio en el metal de aportación, ya que forman una combinación difícilmente fusible.
Atmósferas controladas[5]
Las atmósferas se emplean para prevenir la formación de óxidos durante el proceso de soldado, y en mucho de los casos reducir la presencia de óxidos, para que el metal de aportación pueda mojar y fluir mejor sobre el metal base limpio.
El empleo mayoritario de atmósferas controladas es en hornos. Cuando esta se utiliza se suele prescindir de la limpieza postsoldeo, aunque si se utiliza fundente si será necesario la limpieza.
En uniones de alta calidad es siempre aconsejable la realización de la unión en atmósferas controladas.
Las atmósferas que se utilizan son las de dióxido de carbono, monóxido de carbono, hidrógeno y nitrógeno. Hay que tomar las precauciones necesarias para el empleo de ciertos gases, bien por ser tóxicos, explosivos o cualquier otro que pueda ser dañino para la salud.
Procesos de soldadura blanda
Se destacan los siguientes proceso por su importancia:[6] [7]
-
- Soldeo blando con soplete
- Soldeo blando en horno
- Soldeo blando por inducción
- Soldeo blando por resistencia
- Soldeo blando por inmersión
- Soldeo blando por infrarrojos
- Soldeo blando con soldador de cobre
- Soldeo blando por ultrasonido
- Soldeo blando con pasta
- Soldeo blando con olas
Soldeo blando con soplete
 Soplete.Vídeo soldadura blanda
Soplete.Vídeo soldadura blandaEl calentamiento del metal de aportación se consigue mediante la llama de un soplete. El soldeo puede llevarse a cabo con uno o más sopletes y puede ser manual o no. Es necesario aplicar un fundente para realizar el decapado. En general, el metal de aportación se va introduciendo manualmente entre las partes a unir.
Se puede utilizar como combustible acetileno, propano, gas natural o gas ciudad y como comburente (aire u oxigeno).La llama producida con oxigeno será de mayor temperatura que si se empleara aire, el gas quemado en el aire produce una llama de baja temperatura, sin embargo el acetileno en oxigeno produce la temperatura mas alta.
Se puede ajustar la llama para conseguir un soldeo satisfactorio, muchas veces se prefiere una llama reductora. Una excepción es el caso del cobre no desoxidado ya que para su soldeo es necesaria una llama oxidante o neutra. El ajuste de la llama oxiacetilénica es fácil ya que se puede tener diferentes llamas por simple observación. La llama producida con otros combustibles es más difícil de distinguir.
La fusión del fundente será una indicación de que se esta alcanzando la temperatura de soldeo. En el momento en que el fundente este completamente fundido, se aplicara el metal de aportación. Cuando el metal de aportación fluya por la unión cesara el calentamiento.
Proceso de ejecución de la soldadura blanda[8]
-
-
- 1º. Preparación y limpieza de las piezas a unir:
-
Las zonas de las piezas a unir deben permitir un contacto lo mas perfecto posible entre ellas, para ello será necesario prepararlas. También será necesario limpiarlas, eliminando la cascarilla, oxido o las posibles suciedades. Para la limpieza de la pieza utilizaremos el fundente. Los más utilizados son: Cloruro de cinc, la sal de amoniaco y las resinas. Un indicio de la buena limpieza y libre de óxidos de las piezas unir, es que el material de aportación fluye con normalidad y si están sucias se formaran gotas.
-
-
- 2º. Preparación del soldador:
-
El calentamiento de las partes a unir y la fusión del material de aportación se realizaran mediante el soldador, para ello se enchufara al soldador a la red eléctrica para producir su calentamiento. Deberemos tener en cuenta de que las puntas del soldador se encuentren limpias sin ningún tipo de restos de material de otras operaciones.
-
-
- 3º. Ejecución de la soldadura:
-
Estando las piezas juntas se aplica una capa de material fundente, se calientan mediante el soldador eléctrico y se acerca el material de aportación, que al fundirse cae sobre la zona de unión. Al pasar un tiempo, al solidificarse el metal (una vez retirado el soldador de la zona de unión), las piezas quedaran unidas.
Soldadura de una junta
Para soldar una junta entre 2 piezas metálicas o no metálicas puede seguirse el siguiente proceso:
-
- 1. Colocar las 2 piezas sobre una superficie adecuada.
- 2. Limpiar la zona de soldadura para eliminar los posibles óxidos,grasas, pinturas.
- 3. Sujetar convenientemente las piezas de la zona de unión.
- 4. Aplicar una capa de fundente adecuado sobre la zona de unión.
- 5. Calentar el soldador hasta alcanzar la temperatura adecuada a las piezas a soldar.
- 6. Aplicar varios puntos de soldadura sobre la costura para que no se separe por defecto de la dilatación.
- 7. Una vez puenteada la unión a soldar, hay que empezar la costura por un extremo de la misma, desplazando el soldador en una sola dirección y añadiendo el material de aportación siempre que lo requiera.
- 8. Una vez soldada la unión, se procederá a la limpieza de la misma para eliminar restos de fundente que se ha haya podido quedar de la operaciones anteriores.
 Soldadura cables eléctricos.
Soldadura cables eléctricos. Unión de dos cables eléctricos.
Unión de dos cables eléctricos.Soldadura de cables eléctricos
Para conseguir una unión perfecta entre 2 cables, podemos seguirse los siguientes pasos:
-
- 1 .Pelar los extremos de los cables en una longitud adecuada a su sección.
- 2 .Cuando los cables no son de hilo rígido, es necesario trenzar los hilos de cobre para evitar que se dispersen al aplicar el estaño.
- 3 .Aplicar una capa de fundente sobre los extremos pelados de los cables.
- 4 .Calentar el soldador hasta alcanzar la temperatura adecuada a las piezas a soldar.
- 5 .Depositar una pequeña cantidad de estaño sobre cada uno de los extremos pelados de los cables (en toda su superficie.).
- 6 .Juntar e inmovilizar ambos extremos, y aplicar la punta del soldador sobre los mismos hasta que el material de aportación vuelva a fluir formando una disolución homogénea, momento del cual se ha de separar el soldador para conseguir el enfriamiento y solidificación de la unión (Evitar los posibles movimientos de los cables).
- 7 .Aislar la unión obtenida con algún tipo de aislante.
Defectos típicos en la soldadura
Ahora hablaremos de los defectos y las posibles causas mas típicos en la soldadura blanda, que son los siguientes:[9]
- Falta de material de aportación, puede no haberse conseguido una adecuada distribución por capilaridad.
- ◦ Metal de aportación no adecuado o defectuoso.
- ◦ Temperatura de soldadura baja por utilizar una mala técnica.
- ◦ Tiempo de soldadura muy corto.
- ◦ Limpieza de la piezas a unir inadecuada.
- ◦ Poca cantidad de fundente o fundente inadecuado.
- ◦ Oxidación del metal base.
- ◦ Separación excesiva entre piezas.
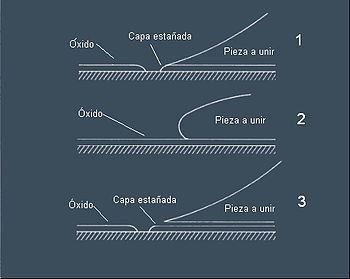 Estados de la soldadura blanda 1)Buenas propiedades mecánicas 2)Malas propiedades mecánicas 3)Soldadura sin adherencia.
Estados de la soldadura blanda 1)Buenas propiedades mecánicas 2)Malas propiedades mecánicas 3)Soldadura sin adherencia.- Excesivas cantidad de metal de aportación donde no se desea.
- ◦ Temperatura demasiado elevada debido a la mala técnica o a un fallo en el horno.
- ◦ Tiempo de soldadura excesivo.
- ◦ Demasiado metal de aportación o tipo inadecuado.
- Fundente atrapado.
- ◦ Fundente no adecuado para el material de aportación.
- ◦ Excesiva cantidad de fundente.
- Corrosión del metal base por el metal de aportación que reduce el espesor del material base.
- ◦ Temperatura o tiempo de soldadura excesivos debido a una mala técnica o a un fallo en el control.
- ◦ Excesiva cantidad de metal de aportación.
- ◦ Utilización del metal de aportación muy cerca del límite superior de su rango de temperaturas.
- ◦ Metal de aportación no adecuado.
Medidas de seguridad[10]
En los procesos de soldadura blanda se tendrán en cuenta las siguientes medidas de seguridad:
-
- La vista se tiene que proteger con gafas adecuadas para evitar proyecciones y salpicaduras, siendo para este proceso las de metraquilato las más adecuadas gracias a su buena visión.
- Deberán quitarse todos los complementos como anillos o pulseras para que no se produzcan accidentes.
- Las manos se tendrán que proteger con unos guantes adecuados, para evitar quemaduras y el contacto con los decapantes o flux.
- Se deberán revisar los equipos de gas para que no tengan ningún tipo de fuga que pueda provocar incendios o explosiones.
- En caso de tener el cabello largo, tendrá que recogerse y proteger con una gorra para que no se produzcan quemaduras en el soldeo.
Véase también
- Soldador electrico
- Estaño
- Cobre
- Material aportacion
- Pasta limpiadora
- Soldadura fuerte
- plata
- Cinc
Referencias
- ↑ Martin, Jose (2002). Tecnicas de mecanizado. España: Thomson Paranimfo.
- ↑ Hernández, Germán (2007). Manual del soldador. Madrid: M-44.384-2007.
- ↑ Hernández, Germán (2007). Manual del soldador. Madrid: M-44.384-2007.
- ↑ Kalpakjian, Serope (2002). Manufactura, ingeniería y tecnología. Pearson Educación.
- ↑ Hernández, Germán (2007). Manual del soldador. Madrid: M-44.384-2007.
- ↑ Hernández, Germán (2007). Manual del soldador. Madrid: M-44.384-2007.
- ↑ Kalpakjian, Serope (2002). Manufactura, ingeniería y tecnología. Pearson Educación.
- ↑ Martin, Jose (2002). Tecnicas de mecanizado. España: Thomson Paranimfo.
- ↑ Hernández, Germán (2007). Manual del soldador. Madrid: M-44.384-2007.
- ↑ García Castro, José María (2009). Mecanizado básico. Paraninfo.
-







Wikimedia foundation. 2010.