- Clinchado
-
 Clinchar
Clinchar
El Clinchado es un proceso simple que permite unir dos o mas chapas metálicas entre si. Es un método en donde las partes se unen por deformación plástica en frío.
Durante el proceso de clinchado, los materiales a unir se sitúan entre un punzón y una matriz. Cuando el punzón desciende, un pisador mantiene unidas las piezas. El punzón penetra en el material hasta un tope mecánico. Una vez que las chapas están en contacto con la matriz, el punzón ejerce presión sobre el material, que fluye lateralmente por la apertura de las paredes móviles de la matriz. La deformación local así realizada crea un anclaje mecánico entre las piezas. El punzón regresa luego a la posición inicial. En este caso, el pisador actúa de extractor del punzón asegurando la separación limpia del punzón y la pieza. Entonces, la pieza puede retirarse de la matriz. Las paredes móviles vuelven a cerrarse gracias a un muelle.
Contenido
Materiales
Este proceso es usado para la unión de chapas de entre 0,5 y 3 mm hasta un espesor total de 6 mm. Los materiales deben tener la suficiente ductilidad para evitar romperse. El Clinchado puede usarse en materiales revestidos y pintados, y es conveniente para unir materiales diferentes. Los materiales típicos que se pueden clinchar son:
- Aceros de bajo carbono y micro-aleados
- Aceros revestidos y pre-pintados
- Aceros inoxidables
- Materiales ligeros, tales como aleaciones de aluminio dúctiles
Variantes geométricas
Según la herramienta utilizada se puede encontrar dos tipos de puntos de Clinchado: rectangular o redondo.
- Mediante el punto redondo se obtiene una unión estanca y muy estética. Además se consigue con una deformación simple y sin corte de las chapas a unir.
- El punto rectangular se obtiene mediante una combinación de deformación y corte de las chapas. Se usa para aceros duros e inoxidables.
Características
Beneficios
Los beneficios del proceso de clinchado son:
- Control no destructivo de la calidad de la unión.
- Es un proceso sin humos, sin chispas y con muy poco ruido.
- Usa poca energía, bajo coste y respetuoso con el medio ambiente.
- No necesita de ningún pre tratamiento y ninguna limpieza previa o retiro de los restos de aerosol alrededor de la junta.
- Sin carga térmica en la zona de unión.
- Sin daño en la superficie de la pieza de trabajo
- No son necesarios elementos de unión adicionales
- Muy buena productividad en serie.
- Posibilidad de intercalar plásticos o adhesivos entre las dos piezas a unir
- Elevada resistencia dinámica.
- Elevada vida de las herramientas
- Excelentes capacidades del control de procesos operativos.
Parámetros
Además tenemos que tener en cuenta varios parámetros determinantes a la hora de establecer un punto de clinchado:
- Máquina de clinchado: Concepto del proceso, energía utilizada y geometría de la máquina
- Piezas a unir: Cantidad de piezas, cantidad de puntos de clinchado, materiales, espesores, tratamientos superficiales, geometría de las piezas.
- Útiles de clinchado: Elección del tipo de punto: redondo o rectangular, dimensiones, punzón, matriz, y pisador.
- Parámetros de clinchado: Espesor residual del punto de clinchado.
Desmontabilidad
Para desmontar el clinchado, lo mejor es taladrar el agujero con un taladro con una broca un poco mas ancha que la bolsa hecha por el punzón. Además, también se puede quitar la parte que resalta del remache (el “casquillo del botón”) con una amoladora. Como ultima opción también seria posible hacer palanca con un destornillador aunque mediante este método produzca daño a las piezas.
Nivel de seguridad
Los riesgos de este proceso son sobretodo peligros de enganche del operario con la maquina o con las chapas a clinchar. Sin embargo, este peligro puede ser evitado haciendo necesaria la utilización de las dos manos para manejar la máquina (mando a dos manos). Además, como muchas de estas máquinas son hidráulicas, deberían usarse gafas de seguridad.
Esfuerzos a soportar
El clinchado debe soportar sobre todo esfuerzos a cizallamiento. Para testear estos esfuerzos se utiliza el método de separación de la junta por tirón o por pelado (como si se tratara de despegar un adhesivo). En la producción, sin embargo, una indicación del esfuerzo común puede ser encontrada midiendo el diámetro del casquillo en la cara del lado de la junta. No obstante, El mejor método es determinar el esfuerzo aceptable para cada aplicación y realizar una unión que lo cumpla.
Costes
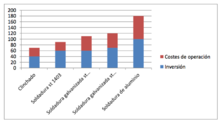 Costes
CostesCostes de inversión bajos debido a que:
- No son necesarios equipos de extracción de humos.
- Ninguna instalación eléctrica demasiado cara.
Costes de operación bajos debidos a:
- Bajo consumo de energía
- Alta vida útil de las herramientas
- No es necesario agua de enfriamiento y por tanto ninguna instalación costosa.
Inexistencia de costes después del proceso ya que:
- Los acabados superficiales no son dañados.
Bajos tiempos de producción por:
- Proceso de producción rápido
- Gran grado de automatización
Aplicaciones habituales
 Clinchen audi
Clinchen audiEl clinchado se utiliza principalmente para la unión de chapas en los electrodomésticos, calefacción, ventilación y en el sector automovilistico. Además, este proceso reemplaza técnicas como la soldadura por puntos, así como el uso de otras sujeciones mecánicas como el remachado.
Este proceso se puede usar en:
- Elementos constructivos como puertas y marcos de ventanas, suelo y elementos del tejado, canales, bandeja de cable, ventilación de los elevadores, iluminación, puertas de garage etc...
- Elementos productores de calor como por ejemplo estufas, calderas de agua caliente, colectores solares, acondicionadores de aire, cambiadores de calor...
- Elementos productores de frio como refrigeradores, congeladores, máquinas expendedoras, lavadoras, lavaplatos, hornos microondas...
- Mecanismos como pueden ser los de las ventanas, airbags, asientos, espejo retrovisor, escudos térmicos, aire acondicionado...



Wikimedia foundation. 2010.