- Flexografía
-
Flexografía
La flexografía la inventa Houleg (Francia) en 1905; es una técnica de impresión en relieve, puesto que las zonas impresas de la forma están realzadas respecto de las zonas no impresas. La plancha, llamada cliché, es generalmente de fotopolímero (anteriormente era de hule vulcanizado), que por ser un material muy flexible, es capaz de adaptarse a una cantidad de soportes muy variados. La flexografía es el sistema de impresión característico, por ejemplo, del cartón ondulado y de los soportes plásticos. Es un método semejante al de un sello de imprenta.
En este sistema de impresión se utilizan tintas líquidas caracterizadas por su gran rapidez de secado. Esta gran velocidad de secado es la que permite imprimir volúmenes altos a bajos costos, comparado con otros sistemas de impresión. En cualquier caso, para soportes poco absorbentes, es necesario utilizar secadores situados en la propia impresora (por ejemplo, en el caso de papeles estucados o barnices UVI).
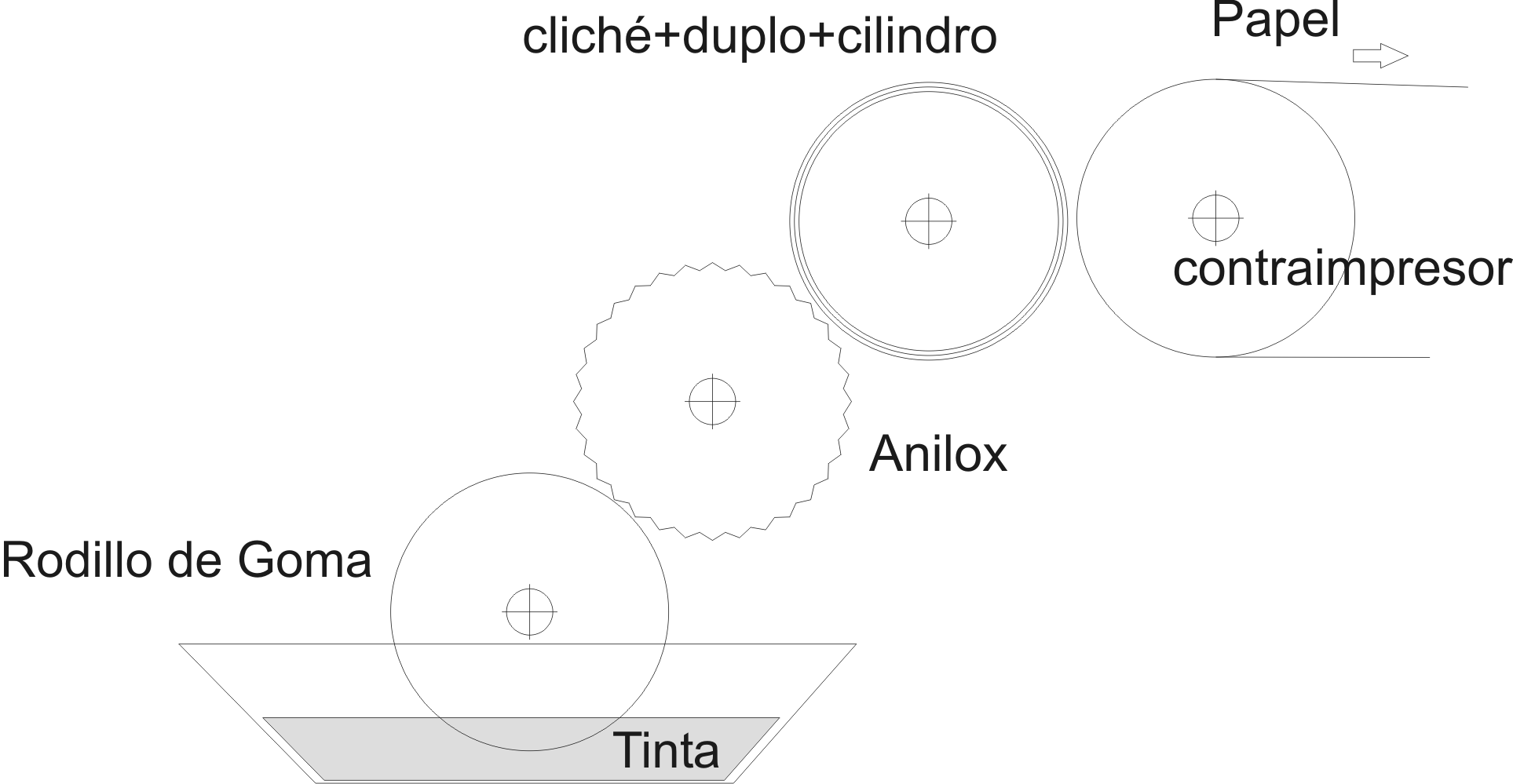
Las impresoras suelen ser rotativas, y su principal diferencia con el resto de los sistemas de impresión es el modo en que el cliché recibe la tinta. Generalmente, un rodillo giratorio de caucho recoge la tinta y la transfiere por contacto a otro cilindro, llamado anilox. El anilox, por medio de unos alvéolos o huecos de tamaño microscópico, formados generalmente por abrasión de un rayo laser en un rodillo de cerámica y con cubierta de cromo, transfiere una ligera capa de tinta regular y uniforme a la forma impresora, grabado o cliché. Posteriormente, el cliché transferirá la tinta al soporte a imprimir.
El proceso de flexografía es característico para la impresión de etiquetas autoadheribles en rollo, las cuales se pueden imprimir en papel, películas y plásticos; la impresión es posible desde una hasta diez tintas, incluyendo diferentes tipos de acabados como barnices (de máquina, alto brillo o ultravioleta), laminación plástica y estampado de película.
La flexografia es uno de los métodos de impresión más usado para envases, desde cajas de cartón corrugado, películas o films de plásticos (polietileno, polipropileno, poliester, etc) bolsas de papel y plástico, hasta la impresión de servilletas, papeles higiénicos, cartoncillos plegadizos, periódicos, etc.
 Esquema de una impresora flexográfica.
Esquema de una impresora flexográfica.
 Fotografía de un Cliché.
Fotografía de un Cliché.La flexografía es uno de los métodos de impresión más económicos con respecto al producto final, permite un mayor número de reproducciones a un menor costo. Al principio se llamaba anilina ya que se usaban tintas en base de este químico, luego de esto la MossType Corporation realizó una encuesta para decidir el nombre que se le daría a este método de impresión, puesto que el uso de anilina en los empaques para consumo humano era prohibido por ser perjudicial para la salud y fue prohibido por la FDA federación de drogas y alimentos. En esta encuesta se decidieron tres nombres - Rotopack - Permatone - Flexografía
Este proceso permite la impresión desde 1 a 10 colores, en el caso de que se utilizen materiales transparentes, se hace indispensable el uso del color blanco, a comparación del offset, el blanco se obtiene del soporte del papel la mayoría de veces, motivo por el cuál se usa la cuatricromía, en el caso de la flexografía es muy común el uso de colores preparados o pantone, por ejemplo si se realiza un producto con fotografía, este se imprime en ocho colores, el blanco, cyan, magenta, amarillo, negro (para la foto), negro (para el código de barras y el texto) y dos colores más para realizar fondos saturados, entre estos pueden estar el dorado, plateado y/o el pantone de la empresa
Con este gran invento la industria del diseño gráfico tuvo un inusitado desarrollo, a pesar de existir otros tipos de impresión, como: la xilografía que consiste en el grabado sobre madera, fotograbado que es la fotografía de documentos sobre láminas de zinc o cobre, heliograbado similar al fotograbado sobre planchas de cobre pero usando aguafuerte, litografía donde se graba sobre planchas de piedra caliza, fototipia que consiste en grabar sobre cristal una gelatina especial y la flexografía que es la impresión sobre ciertos materiales. Estos diferentes tipos de impresión han ayudado al desarrollo de técnicas para la especialización del diseño gráfico.
Para diseñar un empaque flexográfico, se requiere de un conocimiento amplio de los procedimientos que se necesitan para realizarlos. En primer lugar, se deben conocer las necesidades del/la cliente, que tipo de producto se comercializa, si es sólido, líquido o congelado, luego el material que desea el cliente, en el caso de que quiera para incluir varios elementos, o empacar uno en especial.
Cuando se diseña se debe tener la información precisa del producto, de la marca, el estudio de mercado, conocer los requerimientos del cliente y lo que se quiere comunicar, tendencias de diseño, y otros conceptos básicos que se demandan en flexo, como la clase de film, si es mono capa, laminado o tri laminado, esto determina si es impresión interior o exterior, el pigmento del material, si es transparente se usa una base blanca, el cubrimiento de tinta, la compensación y el tipo de sellado.
Para la captación del interés del/la cliente, el empaque debe ser impactante, es decir, sobresalir entre los miles de figuras que van a rodearlo, tiene que tener un contenido psicológico, estético y ser funcional, esto quiere decir que el fruto es un compendio de: ideas, tipografías, colores, información, objetivos, imágenes, formas que juntos desarrollen un solo mensaje preciso, directo y comunicacional.
Los diseños son variados, algunos de los más utilizados son para ocasiones festivas, en los que el motivo es destacar la celebración próxima; se hace una reproducción con impresión continua por millares en donde los/las clientes finales serán las personas que compren según la ocasión, en este caso tenemos el papel de regalo, los vasos y platos desechables.
En la flexografía los diseñadores/as muchas veces tienen que encargarse desde el proceso de producción hasta el de separación de colores; estos conocimientos claros ayudan a tener un proceso eficaz, fácil y rentable; se pueden utlizar métodos para pruebas como son color key, cromalin, color chek, cromacheck, dylux, etc., los que ayudan a aproximarse en un 90% a los colores finales de impresión, caso contrario un error puede resultar muy costoso.
La flexografía requiere el conocimiento de varias técnicas como son las tolerancias, medidas que deben ser proporcionadas por los fabricantes, estos datos sirven para determinar los porcentajes de compensación necesarios para la producción del arte final y de la separación de colores.
Los porcentajes de compensación son otro de los datos que proporciona el fabricante, para poder reducir el diseño al momento de la separación y que en la realización de las planchas de impresión se obtenga el tamaño necesario, aunque también se tiene que enfrentar al encogimiento de la misma en un porcentaje de 1,5 a 2%, estos números no se aplican a fotopolímeros ya que disminuye o desaparece.
Otro aspecto importante para los diseñadores/as es el llamado trapping, se trata de expandir un color y montarlo sobre otro para que en el momento de la impresión si se mueven las planchas o si se alargan por el envolvimiento o por la cinta doble faz colocada para pegarlas sobre el cilindro principal, no se muevan y así puedan cubrir con el exceso del resto de colores formando una intersección de los mismos.
Si no se realiza trapping, en el momento de obtener el producto final, se obtendrá el diseño con todos los colores normales y entre la unión de estos se observará líneas blancas o partes vaciadas, que demuestran la necesidad de rellenar el color, la medida normal va desde 0,3 pt hasta 1 pt, en el caso de la imprenta no se hace trap ya que las planchas no se estiran y el registro es más confiable.
El caso de los positivos y negativos, si se usan líneas se tiene que procurar no hacerlas tan finas, en el caso de un arte positivo, por que corre el riesgo de desaparecer la línea, en el caso del negativo se hace más grande que en el anterior por que el relleno de tinta en los espacios interiores tiende a disminuir el espesor, por ejemplo, si tenemos una línea de 1.5 puntos, al momento de imprimir en el soporte se transforma en 1pt.
El tamaño de punto se ve afectado por la presión cuando se realiza el diseño se debe tomar en cuenta que en el momento de la impresión se aumenta un 10 o un 20% en las tramas, ya que la presión ejerce una fuerza sobre la película y el punto se carga, es decir si se envía una trama de 25% esta en la máquina se aumenta a un 35% o 40%, estas consideraciones se deben tomar en cuenta antes de realizar el diseño, ya que se debe tratar de no usar muchas gradaciones ya que tienden a explotar el punto y aumentarse.
Otro punto importante es la angulación de las celdas del rodillo anilox ya que se colocan a 45º de la bobina del material, así que la angulación de los colores tiene que estar en diferente inclinación para evitar el muaré.
El muaré es un problema de interferencia de los medios tonos, en el que se ven líneas o vetas de color que se produce por el mal manejo de las angulaciones o por un erróneo patrón de la roseta, si se imprime en un solo color se recomienda usar tramas a 45º, o a su manera usar 30º de diferencia entre cada color, las angulaturas más usadas son: Cian: 105º Magenta: 45º Amarillo: 90º Negro: 75º
Estos grados son comunes pero por la disposición del anilox que es de 45º se suele cambiar sumándole o disminuyendo 7,5º +7,5º -7,5º Cian: 105º 112,5º 97,5º Magenta: 45º 52,5º 37,5º Amarillo: 90º 97,5º 82,5º Negro: 75º 82,5º 67,5º
Enlaces externos
 Wikcionario tiene definiciones para flexografía.
Wikcionario tiene definiciones para flexografía.
Categoría: Impresión

Wikimedia foundation. 2010.