- Medición del desgaste en herramientas de corte
-
Todos los procesos de fabricación son inherentemente variables. La variabilidad de un proceso se debe a dos tipos de causas:
-causas asignables. Se conoce la causa y se puede corregir. -causas comunes. De naturaleza aleatoria, inherentes al proceso y prácticamente imposibles de eliminar.
Las variaciones de un proceso pueden comprobarse a través de los resultados obtenidos con el mismo en una situación controlada donde no encontremos causas asignables no esperadas. A menudo, la variación de un proceso puede ajustarse a alguna ley probabilística. Una de las mas utilizadas y sencillas es la distribución normal, que se caracteriza por su media y su desviación típica.
En todos los procesos de mecanizado existe un desgaste de las herramientas de corte que se utilizan en cada caso.
Todas las herramientas de corte se desgastan durante el mecanizado, y tal desgaste sigue hasta que sobreviene el final del filo. Hoy en día, los parámetros que se manejan para determinar cuando un filo de corte esta en condiciones óptimas para cortar son principalmente el acabado superficial, la precisión dimensional que quedan en la piezas elaboradas, el patrón de desgaste de la herramienta, que tipo de viruta se forma, la vida del filo prevista e incluso hay diferentes sistemas de monitorización del desgaste.
En operaciones de acabado, se considera inservible el filo de corte cuando el acabado superficial de la pieza deja de cumplir las exigencias previstas. No es necesario un gran desgaste, basta simplemente con una pequeña parte desgastada en la punta de la herramienta para tener la necesidad de cambiar la misma. Por el contrario, en una operación de desbaste, el desgaste producido en el filo se manifiesta en una longitud de arista mayor y puede tolerarse un desgaste considerablemente superior, puesto que no hay unas exigencias de precisión dimensional ni de acabado superficial.
El desgaste de la herramienta es inevitable y como tal no resulta un proceso negativo. No lo es dependiendo de cuando y como se produce. Cuando el filo ha cortado una considerable cantidad de material de la pieza, durante un tiempo aceptable normalmente indicado por los propios fabricantes de herramientas, el desgaste es por supuesto un proceso lógico. Solo cuando se produce prematuramente la destrucción del filo o fractura de la herramienta, da lugar a una consideración de tipo negativa o irracional.
El desgaste de la herramienta es producto de una combinación de gran cantidad de factores que actúan sobre el filo de corte. La vida o duración de filo está en función de diversas fuerzas o cargas, las cuales contribuyen a deformar la geometría de corte, provocando malos acabados y tolerancias no deseadas. El desgaste es el resultado de la interacción entre la herramienta, el material a cortar y las condiciones de mecanizado. Los principales factores que actúan sobre la herramienta son del tipo mecánico, químico y térmico, como se ha comentado con anterioridad. Como resultado de la actuación conjunta de estos factores sobre el filo de corte durante el mecanizado, el material de la herramienta es afectado por algunos mecanismos o factores a través de los cuales se produce el desgaste. Los mecanismos, que mencionamos a continuación, actúan de forma simultánea, lo que hace extremadamente difícil distinguir sus causas y efectos por separado. Pero cabe señalar que la influencia específica de cada uno de ellos depende de las propiedades del material de la pieza, de la herramienta y de las condiciones de mecanizado.
Si la rapidez del desgaste se conoce o puede estimase a partir de los datos, es posible construir un conjunto de límites de control sesgados en torno de la línea de la tendencia de desgaste de la herramienta. Si los valores muestrales de ỹ se localizan dentro de estos límites, el desgaste de la herramienta está bajo control. Cuando la línea de la tendencia excede el máximo permisible para el promedio del proceso, el proceso deberá reinicializarse o la herramienta deberá reemplazarse.
Antecedentes históricos
Anteriormente al periodo conocido como Revolución Industrial (1750), la habilidad de los operarios determinaba una buena construcción mecánica. Cada máquina era una obra de artesanía y su calidad dependía directamente de la maestría y experiencia. Tras el periodo de la Revolución Industrial, la producción se modifica hacia la fabricación de grandes series. Aparición de piezas fabricadas independientemente y montadas o ensambladas entre si para formar el producto final, ya que resulta imposible fabricar una pieza con dimensión nominal exacta aparece el término de Tolerancia. Las maquinas cuentan con una mayor importancia en fabricación/producción (mas perfección) y disminuye la influencia de habilidad del operario. Actualmente, con las máquinas mas modernas, el operario tiene solo la función de controlarlas y alimentarlas. La necesidad de control sobre el proceso de producción obligo, al mismo tiempo, la evolución de los sistemas de medición (aparece en 1840 el pie de rey y entre 1870-1880 el Micrómetro de tronillo o Palmer, el uso de calibres se extendió desde 1880 y sustituyeron la medición de una dimensión por la comparación con una dimensión fija. Con los nuevos productos se crean sistemas mecánicos cada vez mas complejos en los que intervienen muchos factores que cada vez más determinan la variabilidad e influyen en la capacidad. Necesidad de definir un Valor objetivo y su margen de variabilidad(normalizado) denominados Tolerancias (Dimensionales, Forma, Posición, Orientación). Mantener una consistencia entre tolerancia/capacidad/coste de fabricación, carece de sentido asignar tolerancias que no puedan obtenerse con las capacidades de los procesos y equipos de fabricación, con las técnicas y equipos de medida y con los procedimientos de regulación y control establecidos.
Material de la herramienta
- Aceros especiales: Adición a la aleación de Fe-C elementos que mejoran la resistencia al desgaste. Las velocidades de corte suelen ser 10-20 m/min, máximo.
- Aceros rapidos: Aceros al Wolframio (Tungsteno) y Cromo, se doblo la velocidad de corte manteniendo la dureza a altas temperaturas(40 m/min).
- Cermets: Materiales sinterizados compuestos de componentes no metálicos(óxidos, silicatos) y componentes metálicos de alto punto de fusión.
- Nitruro de boro cúbico: Soporte de carburos(metal duro) con una fina capa de nitruro de boro cúbico. Dureza sólo superada por el diamante, puede trabajar con temperaturas de 1000-1100 °C.
- Diamantes sinterizados: Polvos de diamante comprimidos y calentados, admiten temperaturas de trabajo de 2000 °C y velocidades de trabajo de 2000 m/min.
Las ultimas tendencias en la evolución de los materiales de herramientas establece núcleos de metal duro con recubrimientos de carburos o nitruros de titanio depositados por precipitación mediante reacciones químicas en estado gaseoso que dan lugar a capas de unos 0,005 mm. En una segunda generación de herramientas de metal duro recubierto éste tiene un tratamiento para crear una zona de difusión bajo la capa depositada y permitir una gradual variación de propiedades entre base interna y capa externa (diferencias de elasticidad y dilataciones). Recubiertos con una doble capa de Aluminio exterior sobre una capa soporte de TiC.
Fenómenos que producen el desgaste en herramientas de corte
A continuación se explican los diferentes tipos de desgaste según el fenómeno que actúa:
- Desgaste por abrasión (abrasivo).
- Desgaste por difusión (difusivo).
- Desgaste por oxidación.
- Desgaste por fatiga.
- Desgaste por adhesión (adhesivo).
Desgaste abrasivo.
Se debe a las partículas más duras, incluidas en el material a mecanizar o en el filo recrecido dado por altas velocidades de deformación de material acritud, y se da sobre la cara de incidencia de la herramienta de corte. Las inclusiones de gran dureza hay que tenerlas en cuenta porque pueden producir rayado sobre la herramienta. Estas ralladuras podrían no ser paralelas a la dirección de fluencia de la viruta debido a numerosos aspectos. Válido para aceros y fundiciones y fundamenta que el desgaste no es causado por abrasión mecánica.
Desgaste por difusión.
Se presenta entre las temperaturas de 900 y 1200 °C, por lo que no presentan importancia para las herramientas de aceros al carbono y las de acero rápido, las cuales no pueden trabajar a estas temperaturas. En cambio en las de metal duro, cerámicas o nitruro de boro, se eleva la movilidad atómica y se produce una disolución mutua del material de la pieza y el de la herramienta. La actividad de este proceso aumenta con la velocidad de corte. De ahí que el desgaste difusivo pueda considerarse como un desgaste químico que produce variaciones en la capa superficial de la herramienta y de esa forma compromete la resistencia a desgaste de la misma.
Desgaste por oxidación.
Se localiza en los contornos de la región de contacto entre la pieza y la herramienta, y se caracteriza por presentar color de revenido. Depende del material de la herramienta y de las temperaturas de trabajo. Para las herramientas de acero no presenta gran importancia, ya que éstas regularmente no trabajan a altas temperaturas, mientras que en las de metal duro a base de tungsteno a causa de las temperaturas y del oxígeno existente en la atmósfera, se forma en la superficie de la herramienta una capa de óxidos complejos a base de tungsteno, cobalto y hierro, que tiene cierta acción destructiva sobre la estructura de metal duro. Esta acción se observa especialmente en el filo secundario, donde aparecen arrugas que pueden provocar ruptura de la punta de la herramienta.
Desgaste por fatiga.
Es frecuentemente una combinación termo-mecánica. La fluctuación de la temperatura y la acción alternativa de las fuerzas de corte, pueden originar en los filos agrietamiento e incluso la rotura. La acción del corte intermitente conduce a generar continuamente calentamientos alternativos que provocan choques térmicos en los filos de corte. Algunos materiales de herramientas son más sensibles que otros a la fatiga mecánica. La fatiga mecánica pura puede provenir también de las fuerzas de corte siendo, a veces, bastante alta para la resistencia del filo de corte. Esto puede suceder en presencia de materiales de pieza duros o muy tenaces, muy altas gamas de avances, o cuando el material de la herramienta no el lo suficientemente duro. Sin embargo en estos casos predomina la deformación plástica.
Desgaste adhesivo.
El fenómeno de adhesión ocurre a temperaturas inferiores a los 900 °C y es inversamente proporcional a la dureza de la herramienta. Se debe a la presencia de altas temperaturas y presiones de corte, también al hecho de que la superficie interior de la viruta se presenta limpia y sin capa protectora de óxido y por lo tanto químicamente muy activa. Una forma inversa de este fenómeno, es el filo de aportación (filo recrecido). Cuando parte de la viruta queda adherida al filo de la herramienta debido a la temperatura, presión y tiempo de contacto. La adhesión aumenta inicialmente con la velocidad, pues se alcanzan temperaturas que favorecen este fenómeno, pero a altas velocidades la temperatura aumenta hasta el punto que ablanda las partículas adheridas y facilitan su desprendimiento sin afectar al material de la herramienta ya que es mucho más resistente.
Tipos de desgastes en las herramientas de corte.
Cada uno de los mecanismos de desgaste que se han analizado anteriormente, influyen de forma conjunta en el filo de la herramienta de corte. De esta manera se materializan en el mismo a través de diversas manifestaciones entre las cuales podemos diferenciar
Desgaste de flancos de incidencia.
Este desgaste tiene lugar en los flancos de incidencia del filo, principalmente es debido al fenómeno de desgaste por abrasión. Un excesivo desgaste de flanco conducirá a un empeoramiento en la calidad superficial, deterioro de la precisión dimensional e incremento del rozamiento como consecuencia de la transformación geométrica.
Desgaste de cráter.
Se produce en la cara de la misma y puede ser debido a la abrasión y al fenómeno de desgaste por difusión. El cráter está generado por el desprendimiento de partículas del material de la herramienta, teniendo lugar sobre la cara de desprendimiento de la misma, también puede estar originado por el efecto de afilado que provocan las partículas duras o por la acción de difusión de la parte caliente de la cara de la viruta en contacto con la herramienta y el material de ésta. La elevada dureza, dureza en caliente y mínima afinidad entre materiales minimizan la tendencia al desgaste de cráter. El excesivo desgaste de cráter modifica la geometría de corte de la herramienta y puede dar lugar a una mala formación de viruta, cambiando así mismo las direcciones de la fuerza de corte y debilitando el filo de la herramienta.

Desgaste por deformación plástica.
Tiene lugar como resultado de la combinación de altas temperaturas y presiones sobre el filo. Altas velocidad de corte, grandes avances y materiales de pieza duros, dan como resultado compresión y calor. Es esencial el mantenimiento de la dureza en caliente para la estabilidad del material de la herramienta y evitar así la deformación plástica. El típico abombamiento del filo de corte provocara a altas temperaturas, deformación geométrica, desviaciones de flujo de virutas y seguirá hasta alcanzar un estado crítico. El tamaño del refuerzo del filo y la geometría del corte son de una gran importancia para combatir este tipo de deterioro de la herramienta.

Desgaste en forma de mella.
Es un desgaste típico por adhesión pero puede formarse también, por el fenómeno de oxidación. La mella puede formarse en el filo de corte por una parte del material, localizándose así el desgaste al final de la profundidad de corte donde el aire, entra en contacto con la zona de corte. Este desgaste se extiende por el filo de corte de una manera mecánica en materiales duros. Una excesiva mella de desgaste afecta a la calidad del acabado superficial y eventualmente origina un debilitamiento del filo de corte.

Desgaste por fisuras térmicas.
Las fisuras son debidas principalmente a un desgaste por fatiga como consecuencia de un ciclo térmico; sobre todo por cambios de temperaturas que se producen en un corte alternativo como el fresado y que pueden dar lugar a este tipo de desgaste. La disposición de las fisuras, perpendiculares a la arista de corte, hace que puedan desprenderse partículas del mismo. Estas articulas, del material d la herramienta, pueden convertirse ellas mismas en un riesgo que ayuden a destruir el propio filo de corte.
Fisuras por fatiga mecánica.
Pueden tener lugar cuando el choque de las fuerzas de corte es excesivo. Esta fractura es debida a la continua variación en la carga sobre la herramienta en donde esta por si misma, no es lo bastante grande para causar la fractura. El comienzo del corte y las variaciones de la magnitud de la sus fuerzas y dirección pueden ser demasiadas para la resistencia y tenacidad de la herramienta. Estas fuerzas se producen principalmente en la dirección del filo de corte.
Desgaste por astillamiento del filo.
Se produce cuando la arista del corte se rompe más que se desgasta. Esta fatiga, normalmente de ciclos de carga alternativa, hace que las partículas del material de la herramienta rayen la superficie del propio material del que proceden. El corte intermitente es con frecuencia causa de este tipo de desgaste. Una cuidadosa inspección del filo indicará cuando tiene lugar el astillamiento o el desgaste del flanco de incidencia. Una microfracturacion y mellado son variantes de este tipo de destrucción del filo.
Desgaste por fractura.
Puede ser un final catastrófico del filo. Un alto grado de deterioro es el más perjudicial y deberá ser evitado siempre que sea posible. La rotura del filo es, con frecuencia, el final de la línea hacia otros procesos o tipos de desgaste. El cambio de geometría, el debilitamiento del filo y el incremento de las temperaturas y fuerzas, llevarán eventualmente a mayor destrucción del filo, con fuertes datos de corte o desde la demanda de material de pieza puede ser el resultado de varios factores de tensión sobre el material de herramienta incapaz de hacer frente a la demanda operativa.
Formación del filo de aportación.
También se le conoce como filo recrecido. Está mayormente relacionado con la temperatura y la velocidad de corte, en relación al fenómeno puede ser también el resultado de un material muy blando por parte de la pieza y de otro tipo de desgaste. Esto es negativo para el filo de corte, así como el cambio de geometría del mismo y las propias partículas del material de la herramienta que pueden venir soldadas con el material de la pieza dando forma al aglomerado del filo. La afinidad entre los materiales de pieza y herramienta, desempeña un papel importante, así como las bajas temperaturas y bajas presiones que conducirán a la condición de soldadura del material de la viruta con la superficie de ataque de la herramienta.
Teoría para el control del desgaste de herramientas
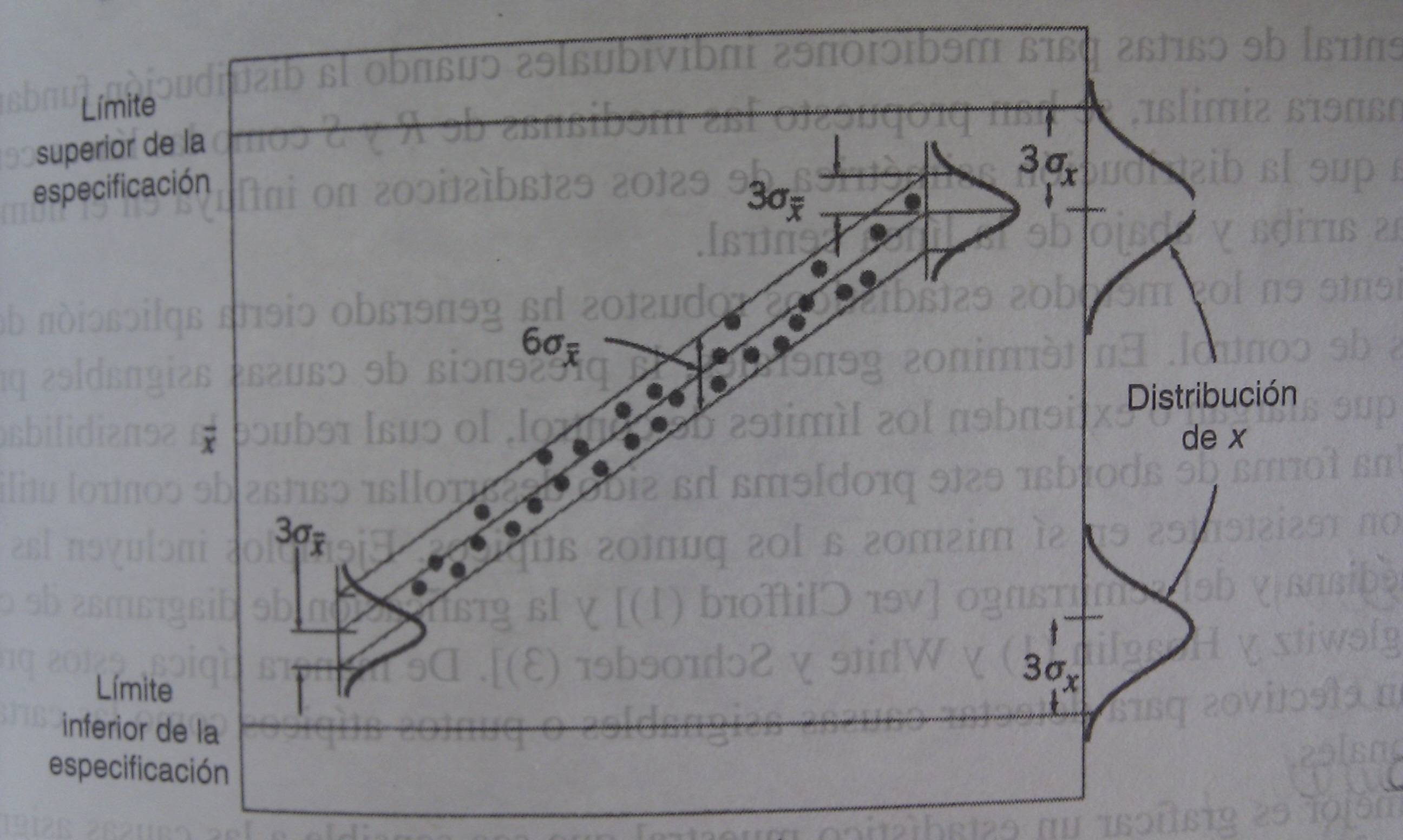
En la mayoría de las situaciones donde se usan cartas de control, la atención se centra en el control estadístico del proceso, en la reducción de la variabilidad y en el mejoramiento continuo del proceso. Las cartas de control modificadas sirven para poder analizar el comportamiento de los diferentes procesos y poder prever posibles fallos de producción mediante métodos estadísticos. Estas se utilizan en la mayoría de los procesos industriales, como es el caso del control del desgaste de herramientas. En el proceso de control de herramientas industriales se alcanza un alto grado de capacidad, siendo aconsejable reducir el nivel de control proporcionado por las cartas de control estándar, para ello utilizaremos los límites de control modificados. Los límites de control modificados para la Xmedia se utilizan cuando Cp o Cpk es mucho mayor que 1, es decir, cuando la variabilidad del proceso es mucho menor que la extensión de los límites. El interés en la carta de control modificada se restringe a detectar si la localización de la verdadera media del proceso μ es tal que el proceso está produciendo una fracción disconforme en exceso de un valor δ especificado. De hecho, se permite que μ varíe en un intervalo. La media se puede desplazar, tanto superior µU como inferiormente µL, un valor tal que la probabilidad de estar fuera de las especificaciones sea δ, dentro de estos limites de variabilidad el proceso estará en estado de control.
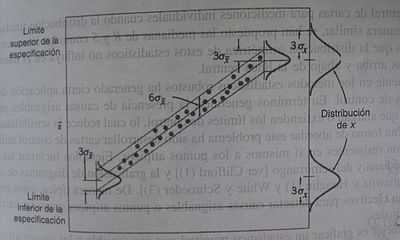

El ajuste inicial de la herramienta está en algún múltiplo de σx arriba del límite inferior de la especificación y el máximo permisible del promedio del proceso está en el mismo múltiplo de σx abajo del límite superior de la especificación. Para especificar los límites de control de una carta modificada, se supondrá que la salida del proceso tiene una distribución normal. Para que la fracción disconforme del proceso sea menor que δ, tendremos en cuenta que el valor de la media tiene que estar entre µU y µL, se pueden calcular mediante:
μL = LSL + Zδσ
μU = USL + Zδσ
donde Zδ es el punto porcentual superior 100(1-α) de la distribución normal estándar.
Para un buen diseño de la carta de control, debe contarse con una buena estimación de σ. Si la variabilidad del proceso se corre(la variabilidad en el proceso cambia), los limites de control modificados no serán apropiados, por lo general se obtendría una estimación de σ a partir de una carta R o de una carta S.
Medición del desgaste de la herramienta.
Los métodos más utilizados hoy en día para cuantificar el desgaste en herramientas de corte son:
- Medición de la rugosidad superficial de las piezas mecanizadas.
- Monitorización del desgaste
Medición de la rugosidad superficial de las piezas mecanizadas.
La rugosidad es el resultado de las irregularidades producidas en la superficie de una pieza por la acción del arranque de viruta de una herramienta de corte y el material de la pieza. Esta rugosidad influye en factores tan importantes como la resistencia al desgaste, a la fatiga, a la corrosión y en el coste total de la pieza, ya que al obtener una superficie de alta calidades incremento en el coste aumenta.
Para la evaluación de los valores de las irregularidades se utiliza el rugosímetro, que es un aparato que realiza un seguimiento del perfil en línea recta, mediante una fina punta llamada palpador y que traduce las variaciones de altura de la superficie en señales eléctricas que se registran y procesan en una unidad de control. A partir de estas señales se calculan diferentes parámetros de rugosidad. Los parámetros del estado superficial más importantes que describen las irregularidades y que se han analizado son: Ra, Rq, Rt, Rc, Rz, y Rsm.
Para poder entender el significado de estos parámetros superficiales, se explicará el significado de la longitud de muestreo equivalente (cutt off) y de la longitud de evaluación. Los rugosímetros suelen trabajar a longitudes de muestreo equivalentes de 0,08, 0,25, y 2,5mm, que es la longitud necesaria a partir de la cual se integran las señales y se pueden calcular los parámetros. El palpador realiza un muestreo de la longitud de evaluación, que es la longitud de muestreo equivalente por un número de cutt off, entre 1 y 5. En la pantalla se muestra como resultado el promedio de los resultados obtenidos en cada longitud de muestro equivalente o el máximo para toda la longitud de evaluación, en función de cada parámetro.
Monitorización del desgaste.
Los sistemas de monitorización del desgaste de la herramienta (SMDH) se han desarrollado en los últimos años por distintos grupos de investigación, si bien, debe decirse que la mayoría de estas investigaciones han quedado en el ámbito académico y no han llegado a la industria. Estos sistemas se pueden clasificar en dos grupos, los que emplean métodos directos y los que emplean métodos indirectos. Los directos están basados en la medición directa del desgaste de la herramienta. En su desarrollo se emplean métodos ópticos, métodos radiactivos y de resistencia eléctrica, métodos de visión artificial, etc. Estos métodos presentan la ventaja de una alta precisión, pero sin embargo, su eficacia es limitada en aplicaciones reales. Estas limitaciones pueden ser debidas por ejemplo, a que no pueden proporcionar una medida sin interrumpir la lubricación, o simplemente por la salida de viruta que puede impedir la medición. Por todo esto, los SMDH basados en métodos indirectos pueden no ser considerados como sistemas de monitorización del desgaste como tal, ya que dicha medición del desgaste no puede producirse de forma continua en el tiempo.
Los SDMH indirectos se basan en la relación existente entre las condiciones de corte, los rasgos extraídos de algunas señales adquiridas durante el proceso y el desgaste de la herramienta. En estos sistemas las señales que se han venido empleando son muy diversas. Entre éstas pueden citarse las fuerzas de corte, vibraciones, emisión acústica, temperatura, etc. Sin embargo, sólo unos pocos SMDHs indirectos han sido aplicados en entornos industriales. Esto es probablemente debido a que el desgaste de la herramienta es un fenómeno complejo que tiene lugar de diferentes y variadas formas en los procesos de corte de metales. Además, la naturaleza de las señales monitorizadas puede ser considerada estocástica y no estacionaria. Esta naturaleza –que puede ser debida a las heterogeneidades de la pieza, la sensibilidad de los rasgos medidos en el proceso a cambios en las condiciones de corte, y a la relación no lineal de estos rasgos con el desgaste de la herramienta- hacen que el desarrollo de un SMDH indirecto no sea trivial.
El desarrollo de un SMDH comprende tres etapas:
- selección de las señales y los sensores que se emplearán en la monitorización,
- extracción de rasgos significativos de las señales y
- clasificación y procesado de la información adquirida y desarrollo de una estrategia de decisión para el control del proceso.
Una vez elegidas las señales de monitorización, el problema fundamental para lograr un SMDH efectivo implica la extracción de información bien correlacionada con el desgaste. Este propósito no es sencillo, debido a la naturaleza estocástica y no estacionaria de las señales adquiridas en el proceso, como se comentó anteriormente. Según algunas de las últimas investigaciones, ésta es muy probablemente la etapa más importante en el desarrollo de un SMDH. De hecho, gran parte de los esfuerzos dedicados actualmente a este campo de investigación, están ligados al empleo de nuevas técnicas y métodos para extraer información de las señales adquiridas en el proceso bien correlacionada con el desgaste. Algunas de estas técnicas son: análisis de series temporales o wavelets. En la última fase del desarrollo de un SMDH, se está empleando de forma masiva la inteligencia artificial. En concreto, las redes neuronales artificiales, ya que su robustez ante perturbaciones en la información de entrada, las hace ideales para el desarrollo de SMDHs.
Estado actual y desarrollo de SMDHs
El desarrollo de SMDHs se encuentra todavía en una fase inicial. De hecho, todavía hoy no existen SMDHs cuya utilidad práctica sea totalmente válida. Aunque existen multitud de publicaciones al respecto, cabe también decir que todavía no se ha establecido una línea de investigación prioritaria, ni se han marcado las pautas a seguir para el diseño de estos sistemas. No obstante, aunque lo ideal sería emplear solamente un método indirecto, parece que finalmente se emplearán en un mismo sistema de monitorización un método directo y otro indirecto. La medición del desgaste realizada con un método directo es más fiable que la realizada con un método indirecto. No obstante una estimación del desgaste online, sólo puede realizarse mediante un método indirecto. En definitiva, parece oportuno diseñar estos sistemas haciendo uso de la sinergia producida al emplear ambos métodos. De todas formas, debe tenerse en cuenta un criterio de tipo económico, ya que alguno de los sistemas que se han desarrollado en el ámbito universitario, aunque con elevadas prestaciones, suponen una inversión que los hace inviables en la práctica. Para optimizar el coste de un SDMH, es evidente que debe emplearse el menor número de señales, sin que por ello se reduzca la fiabilidad del sistema. Ésta es una cuestión que se está teniendo en cuenta en las investigaciones actuales. De hecho, de las tres fases del desarrollo de un SMDH parece que actualmente la investigación se ha centrado en la extracción de información de las señales monitorizadas como base para optimizar estos sistemas. De este modo, al ser capaces de obtener más información sobre el estado de la herramienta con un número menor de señales se reducen los costes del sistema.
Ejemplo
Se desea fabricar un pedido de 35.000 piezas del tipo KLM-45, poleas para refinerías, tal y como muestra el plano. El material utilizado es una aleación de acero inoxidable austenítico DIN 1.4418 (X4 Cr Ni Mo 16-5) de dureza Brinell 195 HB verificada. Para fabricarla se parte de lingotes de la aleación que se funden en un crisol y se moldean.

Las condiciones de corte para el mandrinado son:Herramienta de metal duro GC4235 Ángulo de desprendimiento de la herramienta γTM = 5º Ángulo de posición principal χTM = 75º Velocidad de avance en trabajo fnTM = 0,3 mm/rev. Velocidad de corte TTM= 30 min.
Durante la fabricación del lote de 35000 piezas del tipo KLM-45 la herramienta de metal duro GC4235 sufrirá un desgaste progresivo que podrá apreciarse en los acabados superficiales de las piezas acabadas, no será posible la fabricación del loe completo con una única herramienta teniendo en cuenta que la vida útil de la herramienta estará directamente relacionada con los parámetros de corte y materiales empleados establecidos en el enunciado del problema. La carta de control modificada analiza el comportamiento del procesos y puede prever posibles fallos de la herramienta mediante métodos estadísticos.

El ajuste inicial de la herramienta está dentro del intervalo 6σ de la distribución normal cercano al límite inferior de la especificación, conforme la herramienta se va desgastando la variabilidad del proceso ira cambiando, acercándose el proceso al límite superior de la especificación.
Referencias
- Tecnologia de Fabricación. Tomo 1 Carlos Vila Pastor, Julio Serrano Mira, Fernando Romero Subirón, M. Bruscas Bellido. Publicación UJI 195.
- Control estadístico de la calidad. DC Montgomery. Tercera edición, Limusa Wiley.
- Métodos estadísticos. Control y mejora de la calidad. Albert Part Bartés, Xavier Tort-Martorell Llabrés, Pere Grima Cintas, Lourdes Pozueta Fernández. Ediciones UPC.
- Control estadístico de calidad, con aplicaciones en ingeniería técnica mecánica. Publicación UJI 2003.
- Control de calidad y estadística industrial. Acheson J. Duncan.
Categorías:- Tecnología
- Máquinas herramienta
- Producción
Wikimedia foundation. 2010.