- Trefilado
-
Contenido
Introducción
Se entiende por trefilar a la operación de conformación en frío consistente en la reducción de sección de un alambre o varilla haciéndolo pasar a través de un orificio cónico practicado en una herramienta llamada hilera o dado. Los materiales más empleados para su conformación mediante trefilado son el acero, el cobre, el aluminio y los latones, aunque puede aplicarse a cualquier metal o aleación dúctil.
Características del trefilado
El trefilado propiamente dicho consiste en el estirado del alambre en frío, por pasos sucesivos a través de hileras, dados o trefilas de carburo de tungsteno cuyo diámetro es paulatinamente menor. Esta disminución de sección da al material una cierta acritud en beneficio de sus características mecánicas.
Dependiendo de la longitud y el diámetro de las barras a trabajar, varían las reducciones que se pueden llegar a obtener mediante este proceso. A las barras de hasta 15 mm de diámetro o mayores, se les suele dar una ligera pasada para mejorar el acabado superficial y las tolerancias dimensionales reduciendo su diámetro hasta 1,5 mm. En otros tamaños más pequeños, se puede llegar a conseguir reducciones del 50%, y en otros alambres de hasta el 90% en pasadas sucesivas, partiendo en un estado del material de recocido y antes de que necesite un nuevo recocido con el fin de eliminar su acritud. Se fabrican alambres de hasta 0,025 mm y menores, variando el número de hileras por los que pasa el alambre y con varios recocidos de por medio.
La disminución de sección en cada paso es del orden de un 20% a un 25% lo que da un aumento de resistencia entre 10 y 15 kg/mm2. Pero alcanzado cierto límite, variable en función del tipo de acero, no es aconsejable continuar con el proceso de trefilado pues, a pesar que la resistencia a tracción sigue aumentando, se pierden otras características como la flexión.
Las ventajas que aporta el trefilado propias del conformado en frío son las siguientes: buena calidad superficial, precisión dimensional, aumento de resistencia y dureza, y por supuesto la posibilidad de producir secciones muy finas.
Mandriles para el trefilado
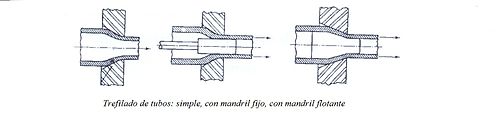
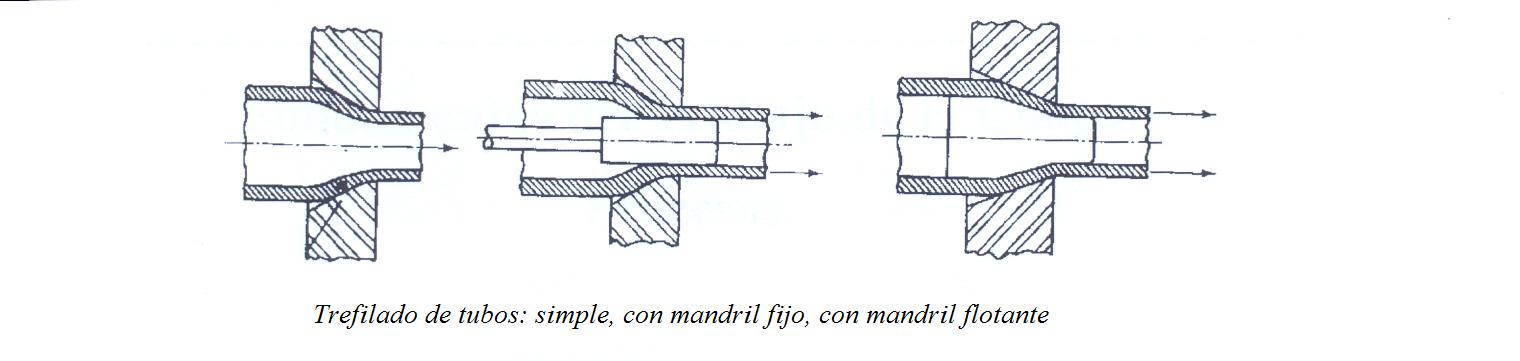
Muchas de las varillas, alambres, tubos de pared estrecha y perfiles especiales, se producen mediante un trefilado en frío. Dependiendo del producto que queramos obtener, realizaremos un trefilado simple, con mandril fijo o con mandril flotante:

Diferencias del Trefilado Proceso
Las diferentes operaciones que se realizan durante este proceso son:
-Patentado: Tratamiento térmico que consiste en calentar el alambre hasta 950 °C, y una vez alcanzada dicha temperatura; enfriarlo bruscamente en un baño de plomo a 500 °C. Este tratamiento tiene por objeto dar al alambre una estructura dúctil que permite el trefilado
-Decapado. Consiste en preparar y limpiar el material, eliminando el óxido que puede haberse formado en las superficies del material, en laminaciones anteriores. Normalmente se hace mediante ataques químicos y posteriormente se realiza una limpieza con agua a presión.
-Trefilado. Los lubricantes y diferentes máquinas son los factores principales. Se suele utilizar de lubricantes la parafina y el grafito en solución coloidal o finamente dividido.
-Acabado. Una vez que ya ha salido el material de la hilera, se le somete a operaciones de enderezamiento, eliminación de tensiones y, a veces, algunos tratamientos isotérmicos para conseguir mejoras en las características mecánicas del producto.
Equipo necesario
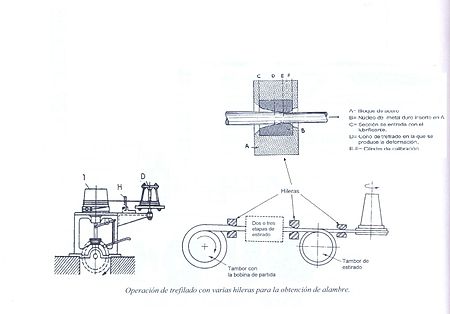
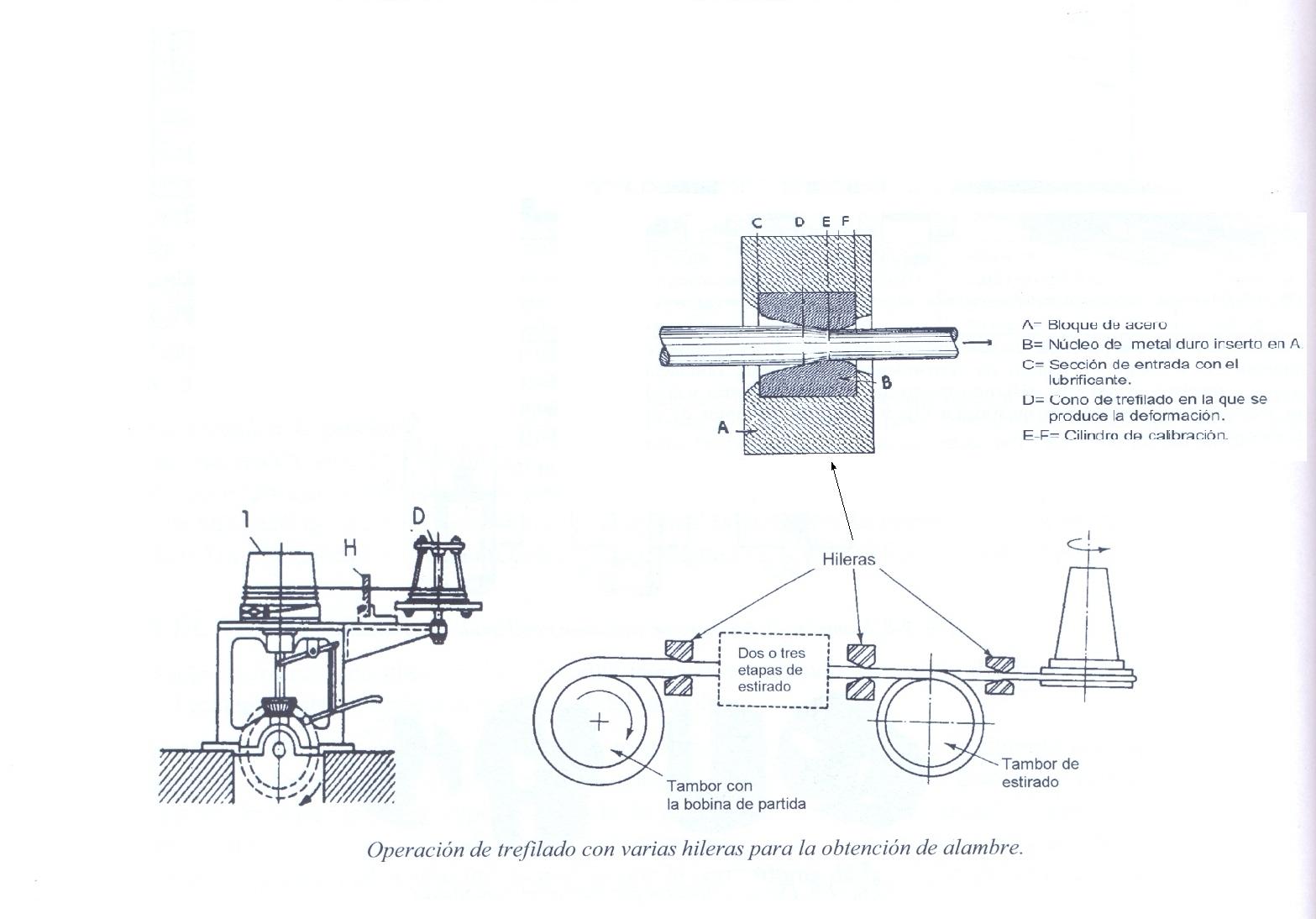
Las máquinas utilizadas para realizar este proceso se denominan trefiladoras. En ellas se hace pasar el alambre a través de las hileras, como se ha descrito anteriormente. Para lograrlo el alambre se enrolla en unos tambores o bobinas de tracción que fuerzan el paso del alambre por las hileras. Estas hileras se refrigeran mediante unos lubricantes en polvo y las bobinas o tambores de tracción se refrigeran normalmente con agua y aire. Las trefiladoras pueden ser de acumulación en las que no hay un control de velocidad estricto entre pasos o con palpadores en las que sí se controla la velocidad al mantener el palpador una tensión constante.
Materiales a los que se aplica
Proceso de obtención del alambre
Tras el proceso de fundición del acero, se obtiene la palanquilla, de sección cuadrada, después por laminación en caliente se obtienen los rollos de alambrón con cascarilla. Este sufre un tratamiento térmico de austempering o patentado durante el cual, la austenita se transforma en bainita. La estructura bainítica da al material una ductilidad suficiente para facilitar su deformación en frío durante el proceso de trefilado.
Si se trata de alambres de acero con un bajo contenido en carbono, es suficiente un recocido, que recristaliza la ferrita dejando el material apto para trefilar.
El alambre así tratado pasa a continuación por un proceso de desoxidación en medio ácido, en el cual se eliminan los óxidos y la cascarilla que lo recubren al salir del horno de patentado. Antes del trefilado conviene proteger la superficie del alambre con una capa de fosfatos, (bonderización) o bien cobre, cal u otro depósito que servirá de soporte del lubricante de trefilería.
Proceso de obtención del alambre. Bibliografía
- Carlos Vila Pastor, Fernando Romero Subirón, Gracia M. Bruscas Bellido y Julio Serrano Mira,
“Tecnología Mecánica: Metrología y procesos de conformado de metales sin arranque de viruta.”, Colección “Materials” de la UJI, nº 233.
Véase también
- Estirado
- Recocido
- Recocido por Cortocircuito
Categorías:- Metalurgia
- Materiales en ingeniería
Wikimedia foundation. 2010.