- Aluminio
-
Magnesio ← Aluminio → Silicio B 
13Al ↑
Al
↓Ga Tabla completa • Tabla extendida Apariencia Plateado 
Información general Nombre, símbolo, número Aluminio, Al, 13 Serie química Metales del bloque p Grupo, período, bloque 13, 3, p Masa atómica 26,9815386(8) u Configuración electrónica [Ne]3s23p1 Dureza Mohs 2,75 Electrones por nivel 2, 8, 3 Propiedades atómicas Radio medio 125 pm Electronegatividad 1,61 (Pauling) Radio atómico (calc) 118 pm (Radio de Bohr) Radio covalente 118 pm Estado(s) de oxidación 3 Óxido Anfótero 1.ª Energía de ionización 577,5 kJ/mol 2.ª Energía de ionización 1816,7 kJ/mol 3.ª Energía de ionización 2744,8 kJ/mol 4.ª Energía de ionización 11 577 kJ/mol 5.ª Energía de ionización 14 842 kJ/mol 6.ª Energía de ionización 18 379 kJ/mol 7.ª Energía de ionización 23 326 kJ/mol 8.ª Energía de ionización 27 465 kJ/mol 9.ª Energía de ionización 31 853 kJ/mol 10.ª Energía de ionización 38 473 kJ/mol Propiedades físicas Estado ordinario Sólido Densidad 2698,4 kg/m3 Punto de fusión 933,47 K Punto de ebullición 2792 K Entalpía de vaporización 293,4 kJ/mol Entalpía de fusión 10,79 kJ/mol Presión de vapor 2,42 × 10-6 Pa a 577 K Volumen molar 10,00×10-6 m3/mol Varios Estructura cristalina cúbica centrada en las caras N° CAS 7429-90-5 N° EINECS 231-072-3 Calor específico 900 J/(K·kg) Conductividad eléctrica 37,7 × 106 S/m Conductividad térmica 237 W/(K·m) Módulo elástico 70 GPa Velocidad del sonido 6400 m/s a 293.15 K (20 °C) Isótopos más estables iso AN Periodo MD Ed PD MeV 26Al sint. 717 000 ε 4,004 26Mg 27Al 100% Estable con 14 neutrones Nota: unidades según el SI y en CNPT, salvo indicación contraria. El aluminio es un elemento químico, de símbolo Al y número atómico 13. Se trata de un metal no ferromagnético. Es el tercer elemento más común encontrado en la corteza terrestre. Los compuestos de aluminio forman el 8% de la corteza de la tierra y se encuentran presentes en la mayoría de las rocas, de la vegetación y de los animales.[1] En estado natural se encuentra en muchos silicatos (feldespatos, plagioclasas y micas). Como metal se extrae únicamente del mineral conocido con el nombre de bauxita, por transformación primero en alúmina mediante el proceso Bayer y a continuación en aluminio metálico mediante electrólisis.
Este metal posee una combinación de propiedades que lo hacen muy útil en ingeniería mecánica, tales como su baja densidad (2.700 kg/m3) y su alta resistencia a la corrosión. Mediante aleaciones adecuadas se puede aumentar sensiblemente su resistencia mecánica (hasta los 690 MPa). Es buen conductor de la electricidad y del calor, se mecaniza con facilidad y es relativamente barato. Por todo ello es desde mediados del siglo XX[2] el metal que más se utiliza después del acero.
Fue aislado por primera vez en 1825 por el físico danés H. C. Oersted. El principal inconveniente para su obtención reside en la elevada cantidad de energía eléctrica que requiere su producción. Este problema se compensa por su bajo coste de reciclado, su dilatada vida útil y la estabilidad de su precio.
Historia
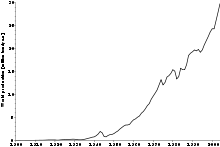 Tendencia de la producción mundial de aluminio.
Tendencia de la producción mundial de aluminio.
El aluminio se utilizaba en la antigüedad clásica en tintorería y medicina bajo la forma de una sal doble, conocida como alumbre y que se sigue usando hoy en día. En el siglo XIX, con el desarrollo y la física y la química, se identificó el elemento. Su nombre inicial, aluminum, fue propuesto por el británico Sir Humphrey Davy en el año 1809. A medida que se sistematizaban los nombres de los distintos elementos, se cambió por coherencia a la forma aluminium, que es la preferida hoy en día por la IUPAC debido al uso uniforme del sufijo -ium. No es sin embargo la única aceptada ya que la primera forma es muy popular en los Estados Unidos.[3] En el año 1825, el físico danés Hans Christian Ørsted, descubridor del electromagnetismo, consiguió aislar por electrolisis unas primeras muestras, bastante impuras. El aislamiento total fue conseguido dos años después por Friedrich Wöhler.
La extracción del aluminio a partir de las rocas que lo contenían se reveló como una tarea ardua. A mediados de siglo, podían producirse pequeñas cantidades, reduciendo con sodio un cloruro mixto de aluminio y sodio, gracias a que el sodio era más electropositivo. Durante el siglo XIX, la producción era tan costosa que el aluminio llegó a considerarse un material exótico, de precio exhorbitado, y tan preciado o más que la plata o el oro. Durante la Exposición Universal de 1855 se expusieron unas barras de aluminio junto a las joyas de la corona de Francia. El mismo emperador había pedido una vajilla de aluminio para agasajar a sus invitados. De alumino se hizo también el vértice del Monumento a Washington, a un precio que rondaba en 1884 el de la plata.[4]
Diversas circunstancias condujeron a un perfeccionamiento de las técnicas de extracción y un consiguiente aumento de la producción. La primera de todas fue la invención de la dinamo en 1866, que permitía generar la cantidad de electricidad necesaria para realizar el proceso. En el año 1889, Karl Bayer patentó un procedimiento para extraer la alúmina u óxido de aluminio a partir de la bauxita, la roca natural. Poco antes, en 1886, el francés Paul Héroult y el norteamericano Charles Martin Hall habían patentado de forma independiente y con poca diferencia de fechas un proceso de extracción, conocido hoy como proceso Hall-Héroult. Con estas nuevas técnicas la producción de aluminio se incrementó vertiginosamente. Si en 1882, la producción anual alcanzaba apenas las 2 toneladas, en 1900 alcanzó las 6.700 toneladas, en 1939 las 700.000 toneladas, 2.000.000 en 1943, y en aumento desde entonces, llegando a convertirse en el metal no férreo más producido en la actualidad.
La abundancia conseguida produjo un colapso del precio, y que perdiese la vitola de metal preciado para convertirse en metal común.[5] Ya en 1895 abundaba lo suficiente como para ser empleado en la construcción, como es el caso de la cúpula del Edificio de la secretaría de Sídney, donde se empleó este metal. Hoy en día las líneas generales del proceso de extracción se mantienen, aunque se recicla de manera general desde 1960, por motivos medioambientales pero también económicos ya que la recuperación del metal a partir de la chatarra cuesta un 5% de la energía de extracción a partir de la roca.
Estructura atómica
 Lingote de aluminio.
Lingote de aluminio.El aluminio tiene número atómico 13. Los 13 protones que forman el núcleo están rodeados de 13 electrones dispuestos en la forma:
- 1s22s22p63s23p1
La valencia es 3 y las energías de ionización de los tres primeros electrones son, respectivamente: 577,5 kJ/mol, 1816,7 kJ/mol y 2744,8 kJ/mol. Existen en la naturaleza dos isótopos de este elemento, el 27Al y el 26Al. El primero de ellos es estable mientras que el segundo es radiactivo y su vida media es de 7,2×105 años. Además de esto existen otros siete isótopos cuyo peso está comprendido entre 23 y 30 unidades de masa atómica.
El 26Al se produce a partir del argón a causa del bombardeo por la radiación altamente energética de los rayos cósmicos, que inciden en la atmósfera sobre los núcleos de este elemento. Al igual que el 14C, la medida de las abundancias del 26Al es utilizada en técnicas de datación, por ejemplo en procesos orogenéticos cuya escala es de millones de años o para determinar el momento del impacto de meteoritos. En el caso de estos últimos, la producción de aluminio radiactivo cesa cuando caen a la tierra, debido a que la atmósfera filtra a partir de ese momento los rayos cósmicos.
Características
 Detalle superficial (55×37 mm) de una barra de aluminio (pureza ≥ 99,9998%). La superficie ha sido pulida mediante medios químicos con ácido (etching ) para evidenciar a simple vista las estructura de las cristalitas metálicas .
Detalle superficial (55×37 mm) de una barra de aluminio (pureza ≥ 99,9998%). La superficie ha sido pulida mediante medios químicos con ácido (etching ) para evidenciar a simple vista las estructura de las cristalitas metálicas .Características físicas
El aluminio es un elemento muy abundante en la naturaleza, sólo aventajado por el silicio y el oxígeno. Se trata de un metal ligero, con una densidad de 2700 kg/m3, y con un bajo punto de fusión (660 °C). Su color es blanco y refleja bien la radiación electromagnética del espectro visible y el térmico. Es buen conductor eléctrico (entre 34 y 38 m/(Ω mm2)) y térmico (80 a 230 W/(m·K)).
Características mecánicas
Mecánicamente es un material blando (Escala de Mohs: 2-3-4) y maleable. En estado puro tiene un límite de resistencia en tracción de 160-200 N/mm2 [160-200 MPa]. Todo ello le hace adecuado para la fabricación de cables eléctricos y láminas delgadas, pero no como elemento estructural. Para mejorar estas propiedades se alea con otros metales, lo que permite realizar sobre él operaciones de fundición y forja, así como la extrusión del material. También de esta forma se utiliza como soldadura.
Características químicas
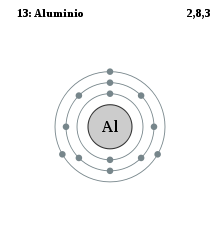 Estructura atómica del aluminio.
Estructura atómica del aluminio.La capa de valencia del aluminio está poblada por tres electrones, por lo que su estado normal de oxidación es III. Esto hace que reaccione con el oxígeno de la atmósfera formando con rapidez una fina capa gris mate de alúmina Al2O3, que recubre el material, aislándolo de ulteriores corrosiones. Esta capa puede disolverse con ácido cítrico. A pesar de ello es tan estable que se usa con frecuencia para extraer otros metales de sus óxidos. Por lo demás, el aluminio se disuelve en ácidos y bases. Reacciona con facilidad con el ácido clorhídrico y el hidróxido sódico.
Aplicaciones y usos
La utilización industrial del aluminio ha hecho de este metal uno de los más importantes, tanto en cantidad como en variedad de usos, siendo hoy un material polivalente que se aplica en ámbitos económicos muy diversos y que resulta estratégico en situaciones de conflicto. Hoy en día, tan sólo superado por el hierro/acero. El aluminio se usa en forma pura, aleado con otros metales o en compuestos no metálicos. En estado puro se aprovechan sus propiedades ópticas para fabricar espejos domésticos e industriales, como pueden ser los de los telescopios reflectores. Su uso más popular, sin embargo, es como papel aluminio, que consiste en láminas de material con un espesor tan pequeño que resulta fácilmente maleable y apto por tanto para embalaje alimentario. También se usa en la fabricación de latas y tetrabriks.
Por sus propiedades eléctricas es un buen conductor, capaz de competir en coste y prestaciones con el cobre tradicional. Dado que, a igual longitud y masa, el conductor de aluminio tiene más conductividad, resulta un componente útil para utilidades donde el exceso de peso resulta oneroso. Es el caso de la aeronáutica y de los tendidos eléctricos donde el menor peso implica en un caso menos gasto de combustible y mayor autonomía, y en el otro la posibilidad de separar las torres de alta tensión.[6]
Además de eso, aleado con otros metales, se utiliza para la creación de estructuras portantes en la arquitectura y para fabricar piezas industriales de todo tipo de vehículos y calderería. También está presente en enseres domésticos tales como utensilios de cocina y herramientas. Se utiliza asimismo en la soldadura aluminotérmica y como combustible químico y explosivo por su alta reactividad. Como presenta un buen comportamiento a bajas temperaturas, se utiliza para fabricar contenedores criogénicos.
El uso del aluminio también se realiza a través de compuestos que forma. La misma alúmina, el óxido de aluminio que se obtiene de la bauxita, se usa tanto en forma cristalina como amorfa. En el primer caso forma el corindón, una gema utilizada en joyería que puede adquirir coloración roja o azul, llamándose entonces rubí o zafiro, respetivamente. Ambas formas se pueden fabricar artificialmente.[7] y se utilizan como el medio activo para producir la inversión de población en los láser. Asimismo, la dureza del corindón permite su uso como abrasivo para pulir metales. Los medios arcillosos con los cuales se fabrican las cerámicas son ricos en aluminosilicatos. También los vidrios participan de estos compuestos. Su alta reactividad hace que los haluros, sulfatos, hidruros de aluminio y la forma hidróxida se utilicen en diversos procesos industriales tales como mordientes, catálisis, depuración de aguas, producción de papel o curtido de cueros. Otros compuestos del aluminio se utilizan en la fabricación de explosivos.[8]
Producción
 Centavo estadounidense y trozo de aluminio. El centavo ha sido una moneda fabricada durante años en cobre. En 1974 se fabricó en aluminio, por el valor mismo de los materiales. La moneda en aluminio fue posteriormente rechazada.
Centavo estadounidense y trozo de aluminio. El centavo ha sido una moneda fabricada durante años en cobre. En 1974 se fabricó en aluminio, por el valor mismo de los materiales. La moneda en aluminio fue posteriormente rechazada. Bobina de chapa de aluminio.
Bobina de chapa de aluminio.El aluminio es uno de los elementos más abundantes de la corteza terrestre (8%) y uno de los metales más caros en obtener. La producción anual se cifra en unos 33,1 millones de toneladas, siendo China y Rusia los productores más destacados, con 8,7 y 3,7 millones respectivamente. Una parte muy importante de la producción mundial es producto del reciclaje. En 2005 suponía aproximadamente un 20% de la producción total.[9] A continuación se lista unas cifras de producción:
Año África América
del NorteAmérica
latinaAsia Europa
y RusiaOceanía Total 1973 249 5.039 229 1.439 2.757 324 10.037 1978 336 5.409 413 1.126 3.730 414 11 428 1982 501 4.343 795 1.103 3.306 548 10.496 1987 573 4.889 1.486 927 3.462 1.273 12.604 1992 617 6.016 1.949 1.379 3.319 1.483 14.763 1997 1.106 5.930 2.116 1.910 6.613 1.804 19.479 2003 1.428 5.945 2.275 2.457 8.064 2.198 21.935 2004 1.711 5.110 2.356 2.735 8.433 2.246 22.591 Producción de aluminio en millones de toneladas. Fuente: International Aluminium Association La materia prima a partir de la cual se extrae el aluminio es la bauxita, que recibe su nombre de la localidad francesa de Les Baux, donde fue extraída por primera vez. Actualmente los principales yacimientos se encuentran en el Caribe, Australia, Brasil y África porque la bauxita extraída allí se disgrega con más facilidad. Es un mineral rico en aluminio, entre un 20% y un 30% en masa, frente al 10% o 20% de los silicatos alumínicos existentes en arcillas y carbones. Es un aglomerado de diversos compuestos que contiene caolinita, cuarzo óxidos de hierro y titania, y donde el aluminio se presenta en varias formas hidróxidas como la gibsita Al (OH)3, la bohemita AlOOH y la diasporita AlOOH.
La obtención del aluminio se realiza en dos fases: la extracción de la alúmina a partir de la bauxita (Proceso Bayer) y la extracción del aluminio a partir de esta última mediante electrolisis. Cuatro toneladas de bauxita producen dos toneladas de alúmina y, finalmente, una de aluminio. El proceso Bayer comienza con el triturado de la bauxita y su lavado con una solución caliente de Hidróxido de sodio a alta presión y temperatura. La sosa disuelve los compuestos del aluminio, que al encontrarse en un medio fuertemente básico, se hidratan:
Los materiales no alumínicos se separan por decantación. La solución cáustica del aluminio se enfría luego para recristalizar el hidróxido y separarlo de la sosa, que se recupera para su ulterior uso. Finalmente, se calcina el hidróxido de aluminio a temperaturas cercanas a 1000 °C, para formar la alúmina.
El óxido de aluminio así obtenido tiene un punto de fusión muy alto (2000 °C) que hace imposible someterlo a un proceso de electrolisis. Para salvar este escollo se disuelve en un baño de criolita, obteniéndo una mezcla eutéctica con un punto de fusión de 900 °C. A continuación se procede a la electrólisis, que se realiza sumergiendo en la cuba unos electrodos de carbono (tanto el ánodo como el cátodo), dispuestos en horizontal. Cada tonelada de aluminio requiere entre 17 y 20 MWh de energía para su obtención, y consume en el proceso 460 kg de carbono, lo que supone entre un 25% y un 30% del precio final del producto, convirtiendo al aluminio en uno de los metales más caros de obtener. De hecho, se están buscando procesos alternativos menos costosos que el proceso electrolítico.[10] El aluminio obtenido tiene un pureza del 99,5% al 99,9%, siendo las impurezas de hierro y silicio principalmente.[11] De las cubas pasa al horno donde es purificado mediante la adición de un fundente o se alea con otros metales con objeto de obtener materiales con propiedades específicas. Después se vierte en moldes o se hacen lingotes o chapas.
Aleaciones
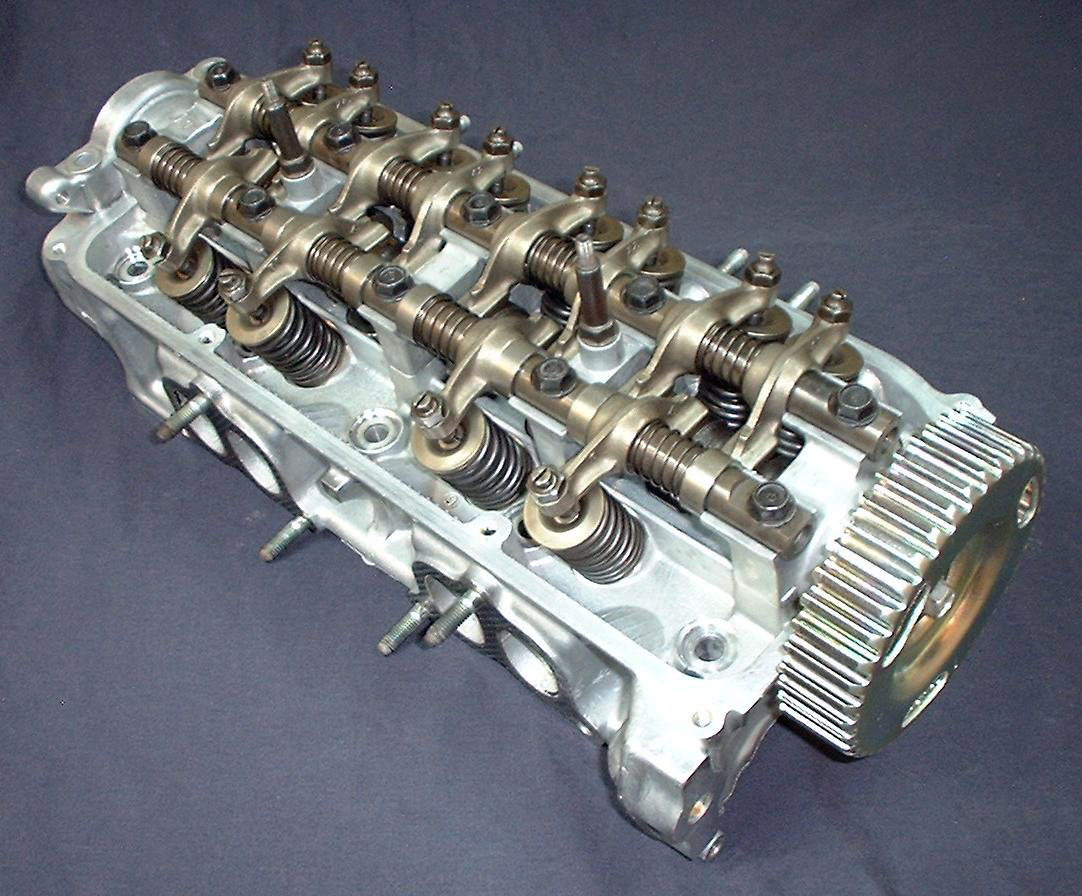
 Culata de motor de aleación de aluminio.
Culata de motor de aleación de aluminio.El aluminio puro es un material blando y poco resistente a la tracción. Para mejorar estas propiedades mecánicas se alea con otros elementos, principalmente magnesio, manganeso, cobre zinc y silicio, a veces se añade también titanio y cromo. La primera aleación de aluminio, el popular duraluminio fue descubierta casualmente por el metalúrgico alemán Alfred Wilm y su principal aleante era el cobre. Actualmente las aleaciones de aluminio se clasifican en series, desde la 1000 a la 8000, según el siguiente cuadro.
Serie Designación Aleante principal Fase principal presente
en la aleaciónSerie 1000 1XXX 99% al menos de aluminio - Serie 2000 2XXX Cobre (Cu) Al2Cu - Al2CuMg Serie 3000 3XXX Manganeso (Mn) Al6Mn Serie 4000 4XXX Silicio (Si) - Serie 5000 5XXX Magnesio (Mg) Al3Mg2 Série 6000 6XXX Magnesio (Mg) y Silicio (Si) Mg2Si Série 7000 7XXX Zinc (Zn) MgZn2 Série 8000 8XXX Otros elementos - Série 9000 / Sin utilizar - Las series 2000, 6000 y 7000 son tratadas térmicamente para mejorar sus propiedas. El nivel de tratamiento se denota mediante la letra T seguida de varias cifras, de las cuales la primera define la naturaleza del tratamiento. Así T3 es una solución tratada térmicamente y trabajada en frío.
- Serie 1000: realmente no se trata de aleaciones sino de aluminio con presencia de impurezas de hierro o aluminio, o también pequeñas cantidades de cobre, que se utiliza para laminación en frío.
- Serie 2000: el principal aleante de esta serie es el cobre, como el duraluminio o el avional. Con un tratamiento T6 adquieren una resistencia a la tracción de 442 MPa, que lo hace apto para su uso en estructuras de aviones.
- Serie 3000: el principal aleante es el manganeso, que refuerza el aluminio y le da una resistencia a la tracción de 110 MPa. Se utiliza para fabricar componentes con buena mecanibilidad, es decir, con un buen comportamiento frente al mecanizado.
- Serie 4000: el principal aleante es el silicio.
- Serie 5000: el principal aleante es el magnesio que alcanza una resistencia de 193 MPa después del recocido.
- Serie 6000: se utilizan el silicio y el magnesio. Con un tratamiento T6 alcanza una resistencia de 290 MPa, apta para perfiles y estructuras.
- Serie 7000: el principal aleante es el zinc. Sometido a un tratamiento T6 adquiere una resistencia de 504 MPa, apto para la fabricación de aviones.
Extrusión
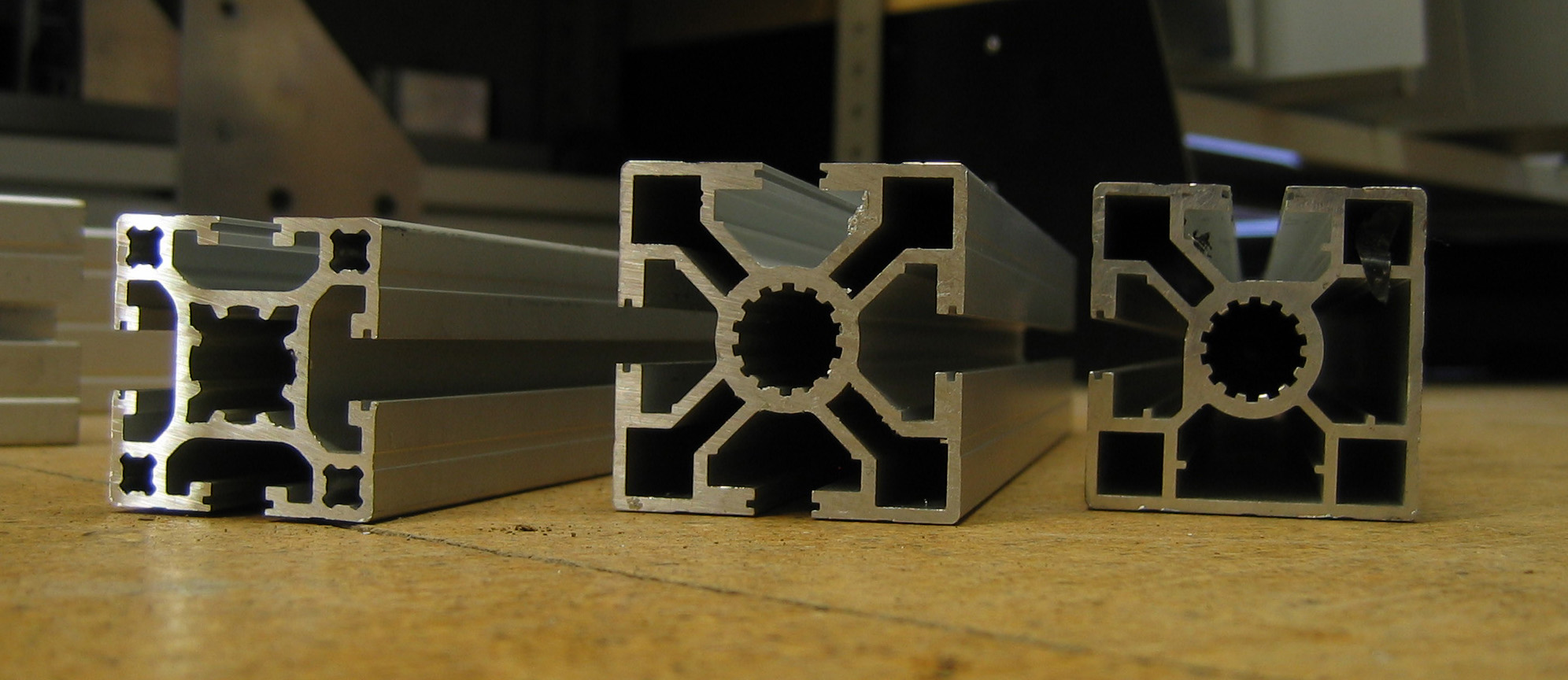
 Perfiles de aluminio extruido
Perfiles de aluminio extruidoLa extrusión es un proceso tecnológico que consiste en dar forma o moldear una masa haciéndola salir por una abertura especialmente dispuesta para conseguir perfiles de diseño complicado.[12]
Se consigue mediante la utilización de un flujo continuo de la materia prima, generalmente productos metalúrgicos o plásticos. Las materias primas se someten a fusión, transporte, presión y deformación a través de un molde según sea el perfil que se quiera obtener.
El aluminio debido a sus propiedades es uno de los metales que más se utiliza para producir variados y complicados tipos de perfiles que se usan principalmente en las construcciones de carpintería metálica. Se puede extruir tanto aluminio primario como secundario obtenido mediante reciclado.
Para realizar la extrusión, la materia prima, se suministra en lingotes cilíndricos también llamados “tochos”. El proceso de extrusión consiste en aplicar una presión al cilindro de aluminio (tocho) haciéndolo pasar por un molde (matriz), para conseguir la forma deseada. Cada tipo de perfil, posee un “molde” llamado matriz adecuado, que es el que determinará su forma.
El tocho es calentado (aproximadamente a 500 °C, temperatura en que el aluminio alcanza un estado plástico) para facilitar su paso por la matriz, y es introducido en la prensa. Luego, la base del tocho es sometida a una llama de combustión incompleta, para generar una capa fina de carbono. Esta capa evita que el émbolo de la prensa quede pegado al mismo. La prensa se cierra, y un émbolo comienza a empujar el tocho a la presión necesaria, de acuerdo con las dimensiones del perfil, obligándolo a salir por la boca de la matriz. La gran presión a la que se ve sometido el aluminio hace que este eleve su temperatura ganando en maleabilidad.
Los componentes principales de una instalación de extrusión son: el contenedor donde se coloca el tocho para extrusión bajo presión, el cilindro principal con pistón que prensa el material a través del contenedor, la matriz y el portamatriz.
Del proceso de extrusión y temple, dependen gran parte de las características mecánicas de los perfiles, así como la calidad en los acabados, sobre todo en los anodizados. El temple, en una aleación de aluminio, se produce por efecto mecánico o térmico, creando estructuras y propiedades mecánicas características.
Acabado del extrusionado
A medida que los perfiles extrusionados van saliendo de la prensa a través de la matriz, se deslizan sobre una bancada donde se les enfría con aire o agua, en función de su tamaño y forma, así como las características de la aleación involucrada y las propiedades requeridas. Para obtener perfiles de aluminio rectos y eliminar cualquier tensión en el material, se les estira. Luego, se cortan en longitudes adecuadas y se envejecen artificialmente para lograr la resistencia apropiada. El envejecimiento se realiza en hornos a unos 200 °C y están en el horno durante un periodo que varía entre 4 a 8 horas. Todo este proceso de realiza de forma automatizada.[13]
Temple de los perfiles
Los procesos térmicos que aumentan la resistencia del aluminio. Hay dos proceso de temple que son el tratamiento térmico en solución, y el envejecimiento. El temple T5 se consigue mediante envejecimiento de los perfiles que pasan a los hornos de maduración, los cuales mantienen una determinada temperatura durante un tiempo dado. Normalmente 185 °C durante 240 minutos para las aleaciones de la familia 6060, de esta forma se consigue la precipitación del silicio con el magnesio en forma de siliciuro de magnesio (SiMg2) dentro de las dentritas de aluminio, produciéndose así el temple del material. La temperatura de salida de extrusión superior a 510 °C para las aleaciones 6060 más el correcto enfriamiento de los perfiles a 250 °C en menos de cuatro minutos, es fundamental para que el material adquiera sus propiedades, [14] a este material se le considera de temple 4 o T4 o también conocido como sin temple.
El temple es medido por Durometros, con la unidad de medida llamada Webster o grados Websters.
Fundición de piezas
 Pistón de motor de aluminio fundido.
Pistón de motor de aluminio fundido.La fundición de piezas consiste fundamentalmente en llenar un molde con la cantidad de metal fundido requerido por las dimensiones de la pieza a fundir, para, después de la solidificación, obtener la pieza que tiene el tamaño y la forma del molde.
Existen tres tipos de procesos de fundición diferenciados aplicados al aluminio:
- Fundición en molde de arena
- Fundición en molde metálico
- Fundición por presión o inyección.
En el proceso de fundición con molde de arena se hace el molde en arena consolidada por una apisonadora manual o mecánico alrededor de un molde, el cual es extraído antes de recibir el metal fundido. A continuación se vierte la colada y cuando solidifica se destruye el molde y se granalla la pieza. Este método de fundición es normalmente elegido para la producción de:
- Piezas estructurales fundidas de gran tamaño.
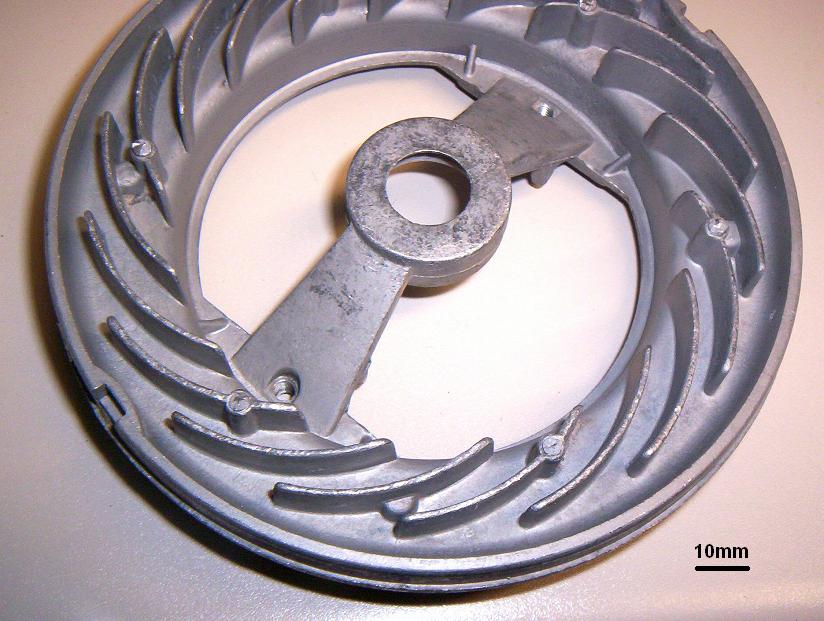
 Pieza de fundición de una aleación de aluminio (pieza del ventilador de una aspiradora).
Pieza de fundición de una aleación de aluminio (pieza del ventilador de una aspiradora).La fundición en molde metálico permanente llamados coquillas, sirven para obtener mayores producciones. En este método se vierte la colada del metal fundido en un molde metálico permanente bajo gravedad y bajo presión centrífuga.Puede resultar caro, difícil o imposible fundirlas por moldeo.
En el método de fundición por inyección a presión se funden piezas idénticas al máximo ritmo de producción forzando el metal fundido bajo grandes presiones en los moldes metálicos.
Mediante el sistema de fundición adecuado se pueden fundir piezas que puede variar desde pequeñas piezas de prótesis dental, con peso de gramos, hasta los grandes bastidores de máquinas de varias toneladas, de forma variada, sencilla o complicada, que son imposibles de fabricar por otros procedimiento convencionales, como forja, laminación, etc.
El proceso de fundición se puede esquematizar de la siguiente manera:
- Diseño del modelo original de la pieza a fundir
- Elaboración del tipo de modelo diseñado
- Fusión del material a fundir
- Inserción de la colada en el molde
- Solidificación de la pieza
- Limpieza de la superficie con procesos vibratorio o de granallado.[15]
Características de las aleaciones para fundición
Las aleaciones de aluminio para fundición han sido desarrolladas habida cuenta de que proporcionan calidades de fundición idóneas, como fluidez y capacidad de alimentación, así como valores optimizados para propiedades como resistencia a la tensión, ductilidad y resistencia a la corrosión. Difieren bastante de las aleaciones para forja. El silicio en un rango entre el 5 al 12% es el elemento aleante más importante porque promueve un aumento de la fluidez en los metales fundidos. En menores cantidades se añade magnesio, o cobre con el fin de aumentar la resistencia de las piezas.[11]
Mecanizado
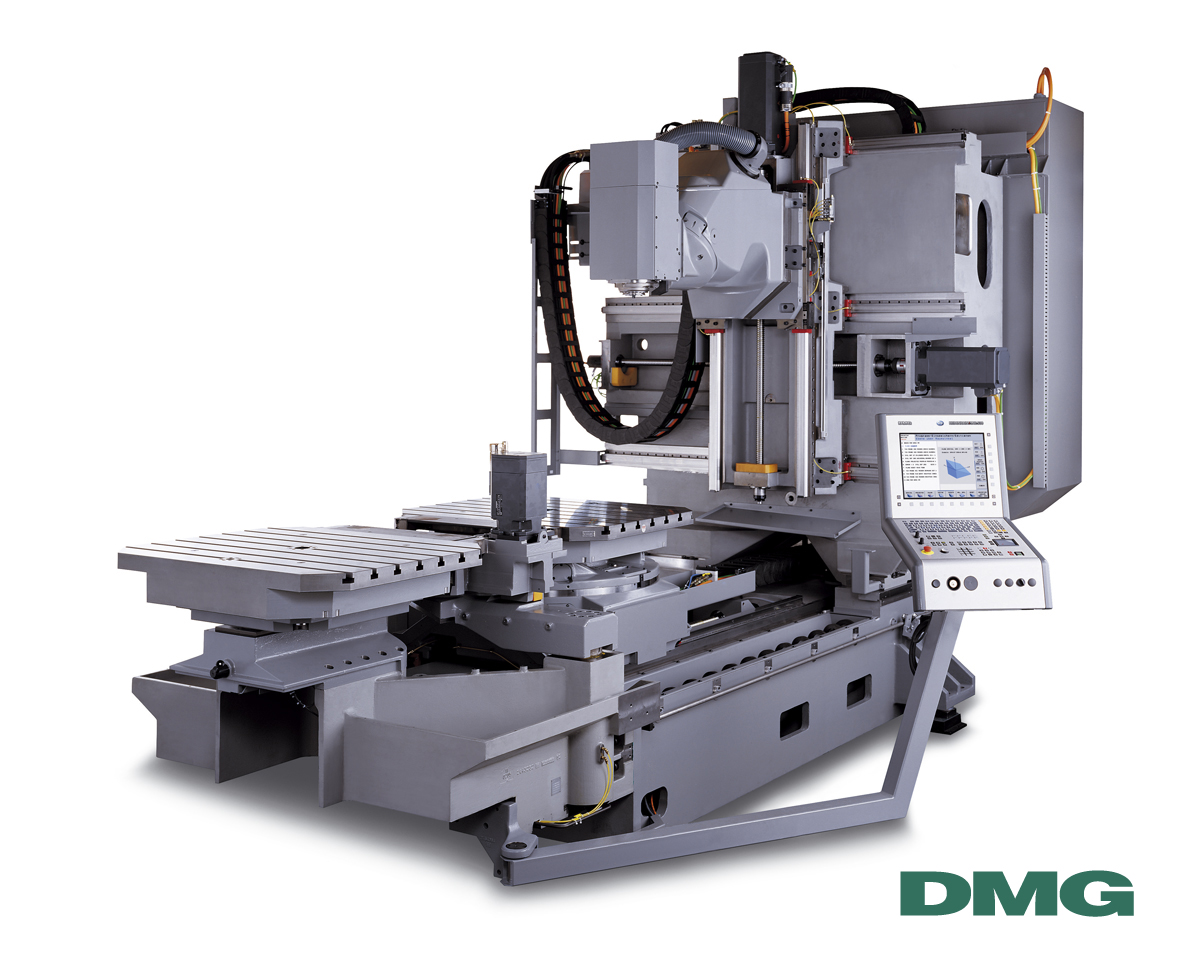
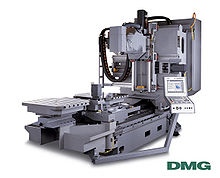 Centro de mecanizado CNC.
Centro de mecanizado CNC.El mecanizado del aluminio y sus aleaciones en máquinas herramientas de arranque de virutas en general, es fácil y rápido y está dando paso a una nueva concepción del mecanizado denominada genéricamente mecanizado rápido. Durante el arranque de viruta, las fuerzas de corte que tienen lugar son considerablemente menores que en el caso de las generadas con el acero (la fuerza necesaria para el mecanizado del aluminio es aproximadamente un 30% de la necesaria para mecanizar acero).[16] Por consiguiente, los esfuerzos sobre los útiles y herramientas así como la energía consumida en el proceso es menor para el arranque de un volumen igual de viruta.
El concepto de mecanizado rápido se refiere al que se produce en las modernas máquinas herramientas de Control Numérico con cabezales potentes y robustos que les permiten girar a muchos miles de revoluciones por minuto hasta del orden de 30.000 rpm, y avances de trabajo muy grandes cuando se trata del mecanizado de materiales blandos y con mucho vaciado de viruta tal y como ocurre en la fabricación de moldes o de grandes componentes de la industria aeronáutica.
El aluminio tiene unas excelentes características de conductividad térmica, lo cual es una importante ventaja, dado que permite que el calor generado en el mecanizado se disipe con rapidez. Su baja densidad hace que las fuerzas de inercia en la piezas de aluminio giratorio (torneados) sean así mismo mucho menores que en otros materiales.
Ocurre, sin embargo, que el coeficiente de fricción entre el aluminio y los metales de corte es, comparativamente con otros metales, elevado. Este hecho unido a su baja resistencia hace que se comporte como plastilina, pudiendo causar el embotamiento de los filos de corte, deteriorando la calidad de la superficie mecanizada a bajas velocidades de corte e incluso a elevadas velocidades con refrigeración insuficiente. Siempre que la refrigeración en el corte sea suficiente, hay una menor tendencia al embotamiento con aleaciones más duras, con velocidades de corte mayores y con ángulos de desprendimiento mayores.
El desarrollo del mecanizado rápido permite que muchas piezas complejas no sea necesario fundirlas previamente sino que se mecanicen a partir de unos prismas a los cuales se les realiza todo el vaciado que sea necesario.
El mecanizado rápido puede representar una reducción de costes en torno al 60%. En este tipo de mecanizado rápido se torna crítico la selección de las herramientas y los parámetros de corte. La adopción del mecanizado de alta velocidad es un proceso difícil para el fabricante, ya que requiere cambios importantes en la planta, una costosa inversión en maquinaria y software, además de una formación cualificada del personal.[17]
Herramientas de corte
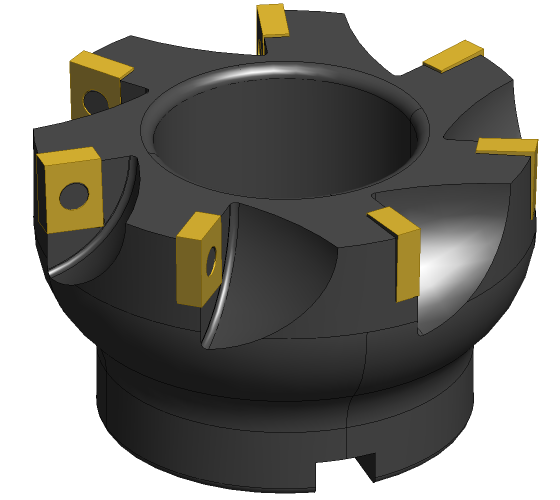
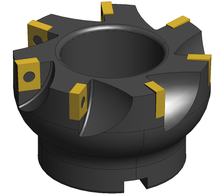 Fresa frontal de metal duro.
Fresa frontal de metal duro.Para el mecanizado rápido que se realiza en las máquinas herramientas de Control Numérico es conveniente que se utilicen herramientas especiales para el mecanizado del aluminio. Se distinguen de las empleadas en el mecanizado del acero en que tienen mayores ángulos de desprendimiento y un mayor espacio para la evacuación de la viruta, así como unos rebajes para que la viruta fluya mejor. La mayoría de las herramientas de filo múltiple como por ejemplo las fresas, tienen pocos dientes.
Hay tres grandes familias de herramientas de corte para el mecanizado del aluminio:
- Acero rápido (HSS)
- Metal duro (carburos metálicos) (widia)
- Diamante
- Las herramientas de acero rápido son apropiadas para el mecanizado de aleaciones de aluminio con bajo contenido en silicio. Permite el uso de grandes ángulos de desprendimiento para obtener unas mejores condiciones de corte. El acero rápido es más económico que el metal duro cuando la maquinaria de que se dispone no permite el uso de las velocidades de corte alcanzables con el carburo metálico. En el mecanizado de aluminios con elevado contenido de silicio el desgaste de este tipo de herramientas se acelera. Estas herramientas se utilizan principalmente en la industria de carpintería metálica para el mecanizado de perfiles extrusionados.
- Las herramientas de metal duro (widia) ofrecen la ventaja de una mayor duración de la herramienta. Se emplean en el mecanizado de aluminios con elevado contenido en silicio así como para los mecanizados a altas velocidades de corte. Las fundiciones de aluminio, con la presencia de cristales de silicio de elevada dureza requieren obligatoriamente el uso de herramientas de carburo metálico. Dentro de los carburos metálicos los distintos fabricantes tienen distintas gamas y calidades, en función de las condiciones de corte requeridas.
- Las herramientas de diamante se caracterizan por su elevada duración, incluso si se emplean en el mecanizado de aleaciones con un elevado contenido en silicio. Suelen emplearse para trabajos de mecanizado en piezas que generen mucha viruta.[18]
Refrigeración del mecanizado
Como lubricante de corte para el aluminio es recomendable que se utilicen productos emulsionables en agua con aditivos de lubricación específicamente formulados a tal fin que estén exentos de compuestos en base cloro y azufre La lubricación se utiliza en operaciones de taladrado, torneado, fresado, brochado, escariado y deformación.[19]
Mecanizado por electroerosión
Las aleaciones de aluminio permiten su mecanizado por procedimientos de electroerosión que es un método inventado para el mecanizado de piezas complejas. No obstante, este método no es del todo adecuado para el aluminio, pues su elevada conductividad térmica reducen notablemente la velocidad de eliminación del material, ya de por sí bastante lenta para este método.
Se conoce como electroerosión a un proceso de mecanizado que utiliza la energía suministrada a través de descargas eléctricas entre dos electrodos para eliminar material de la pieza de trabajo, siendo ésta uno de los electrodos.[20] Al electrodo que hace las funciones de herramienta se le suele denominar simplemente electrodo mientras que al electrodo sobre el cual se desea llevar a cabo el arranque se le conoce como pieza de trabajo. Este sistema permite obtener componentes con tolerancias muy ajustadas a partir de los nuevos materiales que se diseñan.
Soldadura
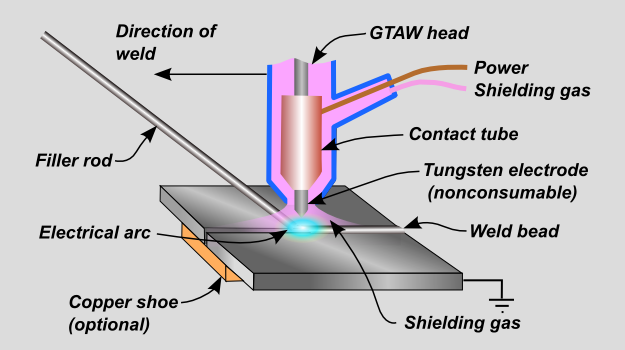
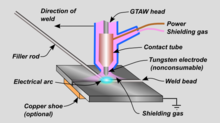 Esquema de la soldadura TIG.
Esquema de la soldadura TIG.Los procedimientos de soldeo en aluminio pueden ser al arco eléctrico, bajo atmósfera inerte que puede ser argón, helio, por puntos o por fricción.
- Hay dos técnicas de soldadura al arco de un lado la soldadura al arco bajo atmósfera inerte con electrodo refractario o procedimiento TIG y de otro lado la soldadura al arco bajo atmósfera inerte con electrodo consumible o procedimiento MIG.
La soldadura TIG (Tungsten Inert Gas), se caracteriza por el empleo de un electrodo permanente de tungsteno, aleado a veces con torio o zirconio en porcentajes no superiores a un 2%. Dada la elevada resistencia a la temperatura del tungsteno (funde a 3.410 °C), acompañada de la protección del gas, la punta del electrodo apenas se desgasta tras un uso prolongado. Los gases más utilizados para la protección del arco en esta soldadura son el argón y el helio, o mezclas de ambos. Una varilla de aportación alimenta el baño de fusión. Esta técnica es muy utilizada para la soldadura de aleaciones de aluminio y se utiliza en espesores comprendidos entre 1 y 6 mm y se puede robotizar el proceso.
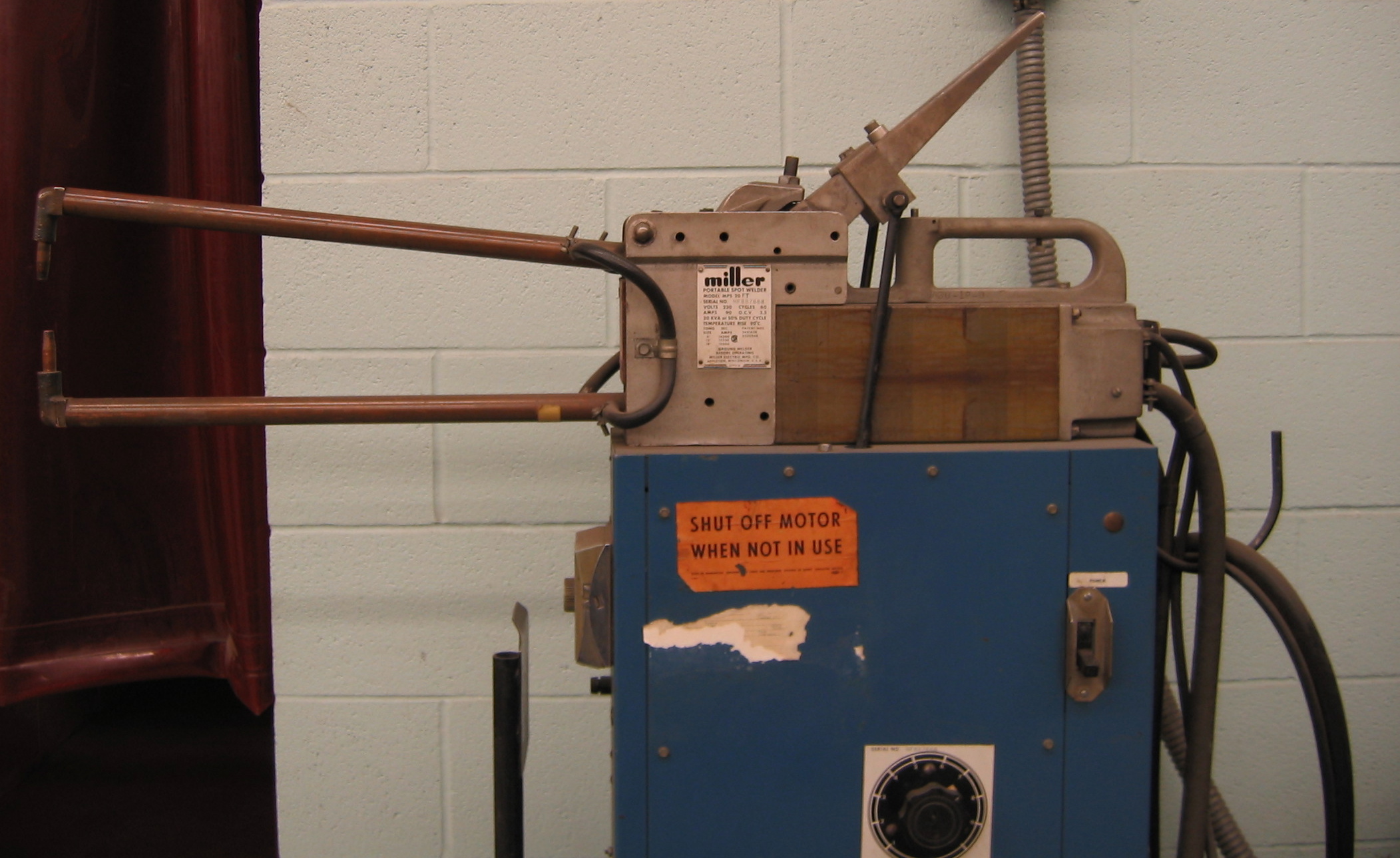
 Máquina de soldar por puntos.
Máquina de soldar por puntos.- En el momento de ejecutar una soldadura la limpieza de las piezas es esencial. La suciedad, aceites, restos de grasas, humedad y óxidos deben ser eliminados previamente, bien sea por medios mecánicos o químicos. Los métodos de limpieza químicos requieren equipos costosos para el tratamiento superficial y no se pueden usar siempre por esta razón.
- El gas inerte que más se utiliza en la soldadura normal en los talleres es el argón puro, puesto que es mucho más económico y requiere menor flujo de gas. El helio se usa sólo cuando se exige mayor penetración.
- Para mantener libre de humos y gases la zona de soldadura, es aconsejable la instalación de extractores de humos y gases. La intensidad del arco es mucho mayor que en la soldadura de acero y bajo ningún concepto se debe mirar al arco sin una máscara de protección adecuada.
Soldadura de aluminio por fricción
La soldadura por fricción es un proceso de penetración completa en fase sólida, que se utiliza para unir chapas de metal, principalmente de aluminio, sin alcanzar su punto de fusión. El método está basado en el principio de obtener temperaturas suficientemente altas para forjar dos componentes de aluminio, utilizando una herramienta giratoria que se desplaza a lo largo de una unión a tope. Al enfriarse deja una unión en fase sólida entre las dos piezas. La soldadura por fricción, puede ser utilizada para unir chapas de aluminio sin material de aportación. Se consiguen soldaduras de alta calidad e integridad con muy baja distorsión, en muchos tipos de aleaciones de aluminio, incluso aquellas consideradas de difícil soldadura por métodos de fusión convencionales.[21]
Doblado
El aluminio se presenta en el mercado en diversas formas, ya sean estas barras con diversos perfiles u hojas de varios tamaños y grosores entre otras. Cuando se trabaja con aluminio, específicamente en crear algún doblez en una hoja, o en una parte de ésta, es importante considerar la dirección del grano; esto significa que la composición en el metal, después de haber sido fabricado, ha tomado una tendencia direccional en su microestructura, mostrando así una mayor longitud hacia una dirección que hacia otra. Así es que el aluminio puede quebrarse si la dirección del grano no es considerada al crear algún doblez, o si el doblez es creado con un radio demasiado pequeño, el cual sobrepase la integridad elástica del tipo de aluminio.
Tratamientos protectores superficiales
Anodizado
 Componentes de aluminio anodizado.
Componentes de aluminio anodizado.Este metal, después de extruido o decapado, para protegerse de la acción de los agentes atmosféricos, forma por sí solo una delgada película de óxido de aluminio; esta capa de Al2O3, tiene un espesor más o menos regular del orden de 0,01 micras sobre la superficie de metal que le confiere unas mínimas propiedades de inoxidacción y anticorrosión.[22]
Existe un proceso químico electrolítico llamado anodizado que permite obtener de manera artificial películas de óxido de mucho más espesor y con mejores características de protección que las capas naturales.
El proceso de anodizado llevado a cabo en un medio sulfúrico produce la oxidación del material desde la superficie hacia el interior, aumentando la capa de óxido de aluminio, con propiedades excelentes por resistencia a los agentes químicos, dureza, baja conductividad eléctrica y estructura molecular porosa, esta última junto con las anteriores, que permite darle una excelente terminación, que es un valor determinante a la hora de elegir un medio de protección para este elemento.
Según sea el grosor de la capa que se desee obtener existen dos procesos de anodizados:
- Anodizados decorativos coloreados.
- Anodizados de endurecimiento superficial
Las ventajas que tiene el anodizado son:
- La capa superficial de anodizado es más duradera que la capas obtenidas por pintura.
- El anodizado no puede ser pelado porque forma parte del metal base.
- El anodizado le da al aluminio una apariencia decorativa muy grande al permitir colorearlo en los colores que se desee.
- Al anodizado no es afectado por la luz solar y por tanto no se deteriora.
Los anodizados más comerciales son los que se utilizan coloreados por motivos decorativos. Se emplean diversas técnicas de coloración tanto orgánicas como inorgánicas.
Anodizado duro
Cuando se requiere mejorar de forma sensible la superficie protectora de las piezas se procede a un denominado anodizado duro que es un tipo de anodizado donde se pueden obtener capas de alrededor de 150 micras, según el proceso y la aleación. La dureza de estas capas es comparable a la del cromo-duro, su resistencia a la abrasión y al frotamiento es considerable.
Las propiedades del anodizado duro son:
- Resistencia a la abrasión: lo que permite que tenga una resistencia al desgaste superficial superior a muchos tipos de acero
- Resistencia eléctrica. La alúmina es un aislante eléctrico de calidad excelente, superior a la de la porcelana.
- Resistencia química. La capa anódica protege eficazmente el metal base contra la acción de numerosos medios agresivos.
- Porosidad secundaria o apertura más o menos acusada en la entrada de los poros debido al efecto de disolución del baño.
Es muy importante a la hora de seleccionar el material para un anodizado duro, verificar la pieza que se vaya a mecanizar y seleccionar la aleación también en función de sus características y resistencia mecánica.
Pintura
 Ventanas de aluminio lacado. Habitación de la reina Isabel, Canterbury.
Ventanas de aluminio lacado. Habitación de la reina Isabel, Canterbury.El proceso de pintura de protección que se da al aluminio es conocido con el nombre de lacado y consiste en la aplicación de un revestimiento orgánico o pintura sobre la superficie del aluminio. Existen diferentes sistemas de lacado para el aluminio
El lacado, que se aplica a los perfiles de aluminio, consiste en la aplicación electrostática de una pintura en polvo a la superficie del aluminio. Las pinturas más utilizadas son las de tipo poliéster por sus características de la alta resistencia que ofrecen a la luz y a la corrosión.
Los objetivos del lacado son:
- Mejorar el aspecto estético y las propiedades físicas del aluminio.
El proceso de lacado, puede dividirse en tres partes:
- Limpieza de las piezas
- Imprimación de pintura
- Polimerizado
El proceso de lacado exige una limpieza profunda de la superficie del material, con disoluciones acuosas ácidas, para eliminar suciedades de tipo graso. Este proceso consigue una mayor adherencia a las pinturas. Mejora la resistencia a la corrosión y a los agentes atmosféricos.
La imprimación con la pintura deseada se realiza en cabinas equipadas con pistolas electrostáticas. La pintura es polvo de poliéster, siendo atraído por la superficie de la pieza que se laca. Combinando todos los parámetros de la instalación se consiguen las capas de espesor requeridas que en los casos de carpintería metálica suele oscilar entre 60/70 micras.
El polimerizado se realiza en un horno de convención de aire, de acuerdo con las especificaciones de tiempo y temperatura definidos por el fabricante de la pintura.
El sistema industrial de lacado puede estar robotizado.[23]
Corrosión del aluminio
El aluminio metálico se recubre espontáneamente de una delgada capa de óxido que evita su corrosión. Sin embargo, esta capa desaparece en presencia de ácidos, particularmente del perclórico y clorhídrico; asimismo, en soluciones muy alcalinas de hidróxido potásico (KOH) o hidróxido sódico (NaOH) ocurre una enérgica reacción. La presencia de CuCl2 o CuBr2 también destruye el óxido y hace que el aluminio se disuelva enérgicamente en agua. Con mercurio y sales de éste, el aluminio reacciona si está limpio formando una amalgama que impide su pasivación. Reacciona también enérgicamente en frío con bromo y en caliente con muchas sustancias, dependiendo de la temperatura, reduciendo a casi cualquier óxido (proceso termita). Es atacado por los haloalcanos. Las reacciones del aluminio a menudo van acompañadas de emisión de luz.[24]
No obstante, las aleaciones de aluminio se comportan bastante peor a corrosión que el aluminio puro, especialmente si llevan tratamientos de recocido, con los que presentan problemas graves de corrosión intercristalina y bajo tensiones debido a la microestructura que presentan en estos estados.
Reciclaje. Aluminio secundario
 Código de reciclaje del aluminio.
Código de reciclaje del aluminio.El aluminio es 100% reciclable sin merma de sus cualidades físicas, y su recuperación por medio del reciclaje se ha convertido en un faceta importante de la industria del aluminio. El proceso de reciclaje del aluminio necesita poca energía. El proceso de refundido requiere sólo un 5% de la energía necesaria para producir el metal primario inicial.
El reciclaje del aluminio fue una actividad de bajo perfil hasta finales de los años sesenta, cuando el uso creciente del aluminio para la fabricación de latas de refrescos trajo el tema al conocimiento de la opinión pública.
Al aluminio reciclado se le conoce como aluminio secundario, pero mantiene las mismas propiedades que el aluminio primario.
La fundición de aluminio secundario implica su producción a partir de productos usados de dicho metal, los que son procesados para recuperar metales por pretratamiento, fundición y refinado.
Se utilizan combustibles, fundentes y aleaciones, mientras que la remoción del magnesio se practica mediante la adición de cloro, cloruro de aluminio o compuestos orgánicos clorados.[25]
Las mejores técnicas disponibles incluyen:
- Hornos de alta temperatura muy avanzados.
- Alimentación libre de aceites y cloro.
- Cámara de combustión secundaria con enfriamiento brusco
- Adsorción con carbón activado.
- Filtros de tela para eliminación de polvos.
 Chatarra de Aluminio comprimida en la instalación de Central European Waste Management (Wels, Austria).
Chatarra de Aluminio comprimida en la instalación de Central European Waste Management (Wels, Austria).Durante el año 2002 se produjeron en España 243.000 toneladas de aluminio reciclado y en el conjunto de Europa occidental esta cifra ascendió a 3,6 millones de toneladas.[26]
Para proceder al reciclaje del aluminio primero hay que realizar una revisión y selección de la chatarra según su análisis y metal recuperable para poder conseguir la aleación deseada. La chatarra preferiblemente se compactará, generalmente en cubos o briquetas o se fragmentará, lo cual facilita su almacenamiento y transporte. La preparación de la chatarra descartando los elementos metálicos no deseados o los inertes, llevarán a que se consiga la aleación en el horno de manera más rápida y económica.
El residuo de aluminio es fácil de manejar porque es ligero, no arde y no se oxida y también es fácil de transportar. El aluminio reciclado es un material cotizado y rentable. El reciclaje de aluminio produce beneficios ya que proporciona ocupación y una fuente de ingresos para mano de obra no cualificada.[27]
Toxicidad
Este metal fue considerado durante muchos años como inocuo para los seres humanos. Debido a esta suposición se fabricaron de forma masiva utensilios de aluminio para cocinar alimentos, envases para alimentos, y papel de aluminio para el embalaje de alimentos frescos. Sin embargo, su impacto sobre los sistemas biológicos ha sido objeto de mucha controversia en las décadas pasadas y una profusa investigación ha demostrado que puede producir efectos adversos en plantas, animales acuáticos y seres humanos.[28]
La exposición al aluminio por lo general no es dañina, pero la exposición a altos niveles puede causar serios problemas para la salud.
La exposición al aluminio se produce principalmente cuando:
- Se consumen medicamentos que contengan altos niveles de aluminio.
- Se inhala polvo de aluminio que esté en la zona de trabajo.
- Se vive donde se extrae o procesa aluminio.
- Se colocan vacunas que contengan aluminio.
- Se ingieren alimentos cítricos preparados sobre una superficie de aluminio.
Cualquier persona puede intoxicarse con aluminio o sus derivados, pero algunas personas son más propensas a desarrollar toxicidad por aluminio.[29]
El aluminio y los suelos
En algunos suelos del planeta el aluminio tiende a concentrarse en algunos de los horizontes del perfil, otorgándole características muy particulares. De los 11 órdenes de suelos que se reconocen según la clasificación del Departamento de Agricultura de los Estados Unidos, dos de ellos presentan una alta concentración de aluminio: los oxisoles, que se desarrollan en latitudes tropicales y subtropicales y los spodosoles, que se hallan en climas fríos y bajo vegetación de coníferas.[30] En este tipo de suelos el contenido en nutrientes disponibles para las plantas es bajo, sólo el magnesio puede ser abundante en algunos casos; además su elevado contenido en aluminio agrava el problema por su toxicidad para las plantas. En las regiones tropicales y subtropicales en las que se presentan estos suelos lo habitual es que se cultiven plantas con bajas necesidades nutritivas y con fuerte resistencia al aluminio, tales como el té, el caucho y la palma de aceite.[31]
Véase también
- Anodizado
- Aluminosis
- Aleaciones de aluminio
- Aleaciones ligeras
Referencias
La mayoría de referencias que se citan a continuación se refieren a artículos técnicos realizados por empresas dedicadas a diferentes procesos relacionados con el aluminio, en estos enlaces el lector puede encontrar de foma mucho más desarrollada los procesos relacionados con el alumninio y sus aleaciones. También se hace referencia a trabajos realizados por diversos investigadores.
- ↑ Tecnología automotriz.Monografías.comJesús Guevara, Carabolo, Venezuela
- ↑ Referido al volumen, el aluminio había sobrepasado a finales de 1930 a todos los metales no férreos, pero si se considera en masa, esto tiene lugar hacia finales de la décadas de 1960.
- ↑ IUPAC (en inglés) Página web de International Union of Pure and Applied Chemistry
- ↑ George J. Binczewski (1995). «The Point of a Monument: A History of the Aluminum Cap of the Washington Monument». JOM 47 (11): pp. 20- 25. http://www.tms.org/pubs/journals/JOM/9511/Binczewski-9511.html.
- ↑ Varios autores (1984). Enciclopedia de Ciencia y Técnica. Tomo 1, Aluminio. Salvat Editores S.A. ISBN 84-345-4490-3.
- ↑ El aluminio también es buen conductor, aunque no tanto como el cobre. Para transmitir el mismo flujo de corriente debe ser aproximadamente un 50% más grueso. Pero, aun haciendo cables más gordos, siguen siendo más ligeros que los de cobre.
- ↑ Alúmina. Monografías.com Trabajo muy extenso y documentado sobre la alúmina realizado por Francisco Castro
- ↑ Floculantes NTP690: Piscinas de uso público:Peligrosidad de los productos químicos. Ministerio de Trabajo y Asuntos Sociales España.Redactores Asunción Freixa Blanxart, Adoración Pascual Benés Xavier Guardino Solá
- ↑ Informe sobre reservas mundiales de aluminio elaborado por el USGS americano (en inglés)
- ↑ World research. Industrias de aluminio en la búsqueda de energía barata. Offnews.info Estos procedimientos parten de arcillas ricas en aluminio en vez de partir de la bauxita.
- ↑ a b William F. Smith (1998). Fundamentos de la Ciencia e Ingeniería de Materiales. Madrid: Editorial Mc Graw Hill. ISBN 84-481-1429-9.
- ↑ Vocabulario Tecnológico Vocabulario de Tecnología Industrial I y II H Martín 2002
- ↑ Proceso de extrusión del aluminio Hydro aluminio La Roca Artículo técnico
- ↑ Proceso de extrusión y temple del aluminio San-ba.comArtículo técnico
- ↑ Fabricación de piezas de aluminio Alvaro Almeida Sánchez Universidad Libre de Colombia. Bogotá 2004
- ↑ Mecanizado del aluminioUniversidad Politécnica de Catalunya. Artículo técnico.Autor desconocido
- ↑ Mecanizado de alta velocidad en Tekniker Ferran Puig y Marta Torres.Revista metalunivers.com
- ↑ Mecanizado de las aleaciones de aluminio Artículo Técnico. Autor desconocido, Universidad Politécnica de Catalunya
- ↑ Aceites y lubricantesMetalia.es. Artículo técnico
- ↑ Mecanizado por electroerosión Revista Metal-univers 6-4-2002María del Mar Espinosa. Escuela Técnica Superior de Ingenieros Industriales UNED Madrid. Última visita 14-11-2007
- ↑ Soldadura por fricción (FSW) ESAB.ESArtículo técnico
- ↑ ¿Qué es el anodizado? Trabajo editado por Eduardo Barros en 2003. San Pedro. Buenos Aires, Argentina
- ↑ Lacado del aluminio. ALSAN.ES Artículo técnico
- ↑ Tesis doctoral Estudio de la Conformación de Componentes Aluminio-Silicio en estado Semisólido. María Teresa Baile Puig. Universitat Politécnica de Catalunya. Última visita 14-11-2007
- ↑ www.ine.gob.mx.Mejoras técnicas disponibles y mejores prácticas ambientales bajo el convenio de Estocolmo. Cristina Cortinas de Nava. Artículo divulgativo. Última visita 14-11-2007
- ↑ Aluminio.org Artículo divulgativo sobre el reciclado del aluminio. Olga Roger. Última visita 14-11-2007
- ↑ Aluminio.orgPortal de la Asociación para el reciclado de productos de aluminio (ARPAL). Última visita 14-11-2007
- ↑ Aluminio ¿culpable o inocente? Revista Química Viva Vol2 Nº 1 abril de 2003. Artículo científico elaborado por Alcira Nesse, Graciela Garbossa, Gladys Pérez, Daniela Vittori, Nicolás Pregi. Laboratorio de Análisis Biológicos, Departamento de Química Biológica, facultad de Ciencias Exactas y Naturales, Universidad de Buenos Aires
- ↑ Toxicidad por aluminio. Envenenamiento por aluminio UPMC.COM. Artículo divulgativo Última visita 14-11-2007
- ↑ FUNDAMENTALS OF PHYSICAL GEOGRAPHY, CHAPTER 10: Introduction to the Lithosphere, Soil Classification Accedida 29-11-2007
- ↑ Suelos Alisoles Accedida 29-11-2007
Bibliografía
- Millán Gómez, Simón (2006). Procedimientos de Mecanizado. Madrid: Editorial Paraninfo. ISBN 84-9732-428-5.
- William F. Smith (1998). Fundamentos de la Ciencia e Ingeniería de Materiales. Madrid: Editorial Mc Graw Hill. ISBN 84-481-1429-9.
- Sandvik Coromant (2006). Guía Técnica de Mecanizado. AB Sandvik Coromant 2005.10.
- Larburu Arrizabalaga, Nicolás (2004). Máquinas. Prontuario. Técnicas máquinas herramientas.. Madrid: Thomson Editores. ISBN 84-283-1968-5.
- Varios autores (1984). Enciclopedia de Ciencia y Técnica. Salvat Editores S.A. ISBN 84-345-4490-3.
- Hufnagel, W. (1992). Manual del Aluminio. [Coca, Pedro] tr. (2ª edición edición). Barcelona: Editorial Reverté, S.A.. ISBN 84-291-6011-6.
Enlaces externos
 Wikimedia Commons alberga contenido multimedia sobre AluminioCommons.
Wikimedia Commons alberga contenido multimedia sobre AluminioCommons.- Precios históricos del aluminio, de acuerdo al FMI
- Origen de la industria del Aluminio
- ATSDR en Español - ToxFAQs™: Aluminio
- ATSDR en Español - Resumen de Salud Pública: Aluminio
- Aluportal - El portal del aluminio
- Portal del Hierro y Aluminio
- Toxicidad por aluminio
Categorías:- Aluminio
- Elementos químicos
- Metales
- Contenedor de reciclaje amarillo
- Materiales que se obtienen del reciclaje
- Materiales en ingeniería
- Combustibles para cohetes
- Materiales superconductores
- Colorantes alimentarios
- Código ATC C
- Código ATC D
- Preparados antiacné
- Antiácido
- Materiales reciclables
- Reciclaje












Wikimedia foundation. 2010.