- Autoforesis
-
Autoforesis
La Autoforesis comúnmente conocida como autodeposición o ACC®, es una patente comercializada por Henkel y se basa en una técnica que consiste en aplicar una capa de pintura anticorrosiva por inmersión, sobre una superficie metálica por medio de una reacción química. Esta reacción sólo se produce con el hierro, es decir, podemos tratar piezas compuestas por otros materiales y estos no se verán afectados por la capa pintura, por ejemplo podemos combinar hierro + cauchos, hierro + plásticos.
Contenido
Descripción
Es la técnica que consiste en aplicar una capa de pintura anticorrosiva sobre la superficie metálica a tratar por medio de una reacción química. Hay muchas similitudes tanto con la deposición química de metales como con las técnicas convencionales de pintado.
Esta técnica proporciona unas características únicas que permiten el recubrimiento de componentes que con otros sistemas no se podrían pintar.
Funcionamiento del proceso
El proceso consiste en 4 etapas básicas:
- Limpieza del metal
- Recubrimiento
- Lavado de restos no reaccionados
- Horno de secado
La etapa que define el proceso es el propio baño de recubrimiento. En este baño se hace una disolución de una emulsión de pintura con bajo contenido en sólidos (generalmente alrededor del 5-6 % p/p). Al baño se le añade, también, una solución starter de fluoruro férrico acidificado.
La emulsión es estable en presencia de iones férricos (Fe3+) pero inestable en presencia de iones ferrosos (Fe2+). Por lo tanto, si se producen iones ferrosos en la superficie metálica, esto provocará la coagulación local de pintura sobre dicha superficie, que se seca posteriormente en el horno de curado.
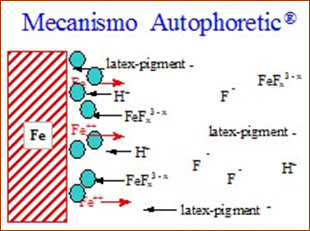 Figura 1
Figura 1Si se sumerge un componente ferroso (tal como se representa en la Figura 1) en el baño, se produce un ataque a la superficie metálica tanto por el fluoruro férrico como por el ácido libre. El resultado de esta reacción es la liberación de iones ferrosos que desestabilizan localmente la emulsión en la superficie metálica, provocando la deposición de una capa de pintura.
Cierta cantidad de hierro (Fe) queda atrapada en la capa de pintura que se ha depositado, de tal forma que este recubrimiento queda compuesto finalmente por látex (emulsión), pigmento y hierro (Figura 2). Esta combinación única explica por qué el revestimiento tiene una excepcional dureza al tiempo que una gran flexibilidad. El hierro depositado en la capa de pintura es el responsable de obtener una dureza de 5-6 H en la escala del test de Lápices, y sin embargo el recubrimiento no se agrieta incluso cuando se realiza el ensayo de doblado en su máxima exigencia: sobre sí mismo (0-T).
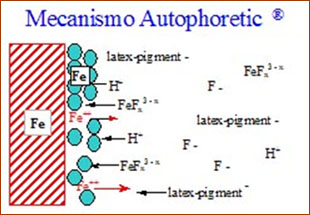 Figura 2
Figura 2Control del espesor de capa
El espesor de la capa de pintura se puede controlar por varias vías. Debido a que el recubrimiento depende de la difusión de los iones férricos hacia la superficie metálica y de los iones ferrosos desde esa misma superficie, la velocidad de deposición disminuye con el tiempo, hasta el punto que se autolimita (Figura 3).
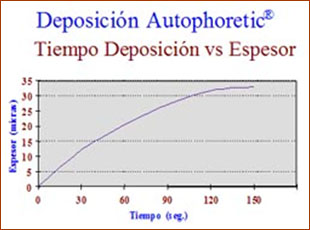 Figura 3
Figura 3Ésta no es la única forma de controlar la capa del revestimiento. Para la agitación del baño se utilizan unos agitadores de hélice que permiten la renovación continua de la solución en la superficie del metal. Esto significa que aumentando o disminuyendo la velocidad de la agitación se puede modificar sustancialmente las micras depositadas. También se puede variar el espesor de la capa mediante la adición de un activador que incremente la reactividad del baño.
Una interesante característica del baño es su estabilidad. No hay pigmentos anticorrosivos con metales pesados que causen sedimentación. Además, la propia acidez del baño evita que se produzca un crecimiento bacteriano que lo degradaría. Todo ello permite que se pueda parar la agitación por largos periodos (vacaciones, etc.) sin ningún perjuicio.
Proceso típico
El proceso de autodeposición se puede llevar a cabo mediante diversos sistemas establecidos ya en la industria:
- Transportador aéreo.
- Por cubas con puente grúa o sistemas de power and free.
Teóricamente, al no necesitar electrodos, se podría llegar a recubrir por simple ducha sobre la pieza.
A continuación se describe una típica línea de autodeposición por inmersión, constituida por 7 etapas más el horno de secado:
- Desengrase alcalino por aspersión
- Desengrase alcalino por inmersión
- Lavado agua de red
- Lavado agua desmineralizada
- Autodeposición
- Lavado agua de red
- Lavado químico final
- Horno de secado a 100-110º C durante 20-30 minutos
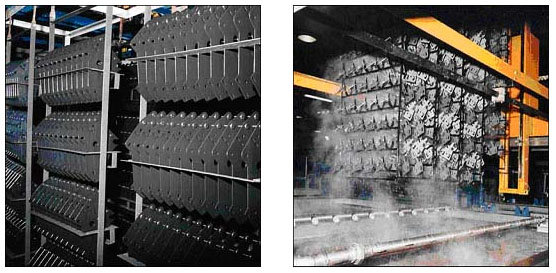
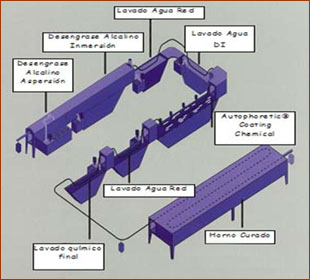 Esquema típico de una línea de transportador aéreo
Esquema típico de una línea de transportador aéreo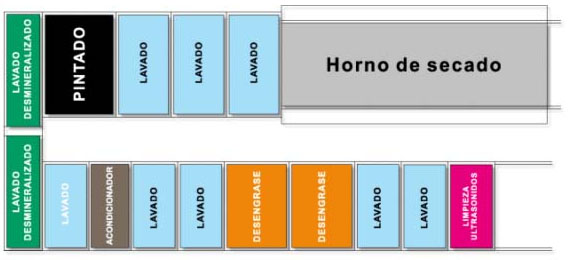 Línea automática industrial de cubas con puente grúa de autocromes
Línea automática industrial de cubas con puente grúa de autocromesPrestaciones
Resultados sobre probetas de acero laminado en frío (CRS):
- Espesor de capa: 15-25 micras
- Dureza Lápiz: 5-6 H
- Doblado 0-T: no pérdida
- Impacto Inverso: 18 Nm (1,8 kg f.m.)
- Adherencia corte enrejado: no salta
- Niebla Salina: (ASTM B117)
- con cruz (+ 2 mm.) >500 horas
- sin cruz (<10% óxido) 2000 horas
- Humedad >1000 horas
Estos resultados se verán modificados por el estado de limpieza del material, oxidaciones, dureza del metal, etc.
Beneficios
El proceso de autodeposición proporciona un serie de características y beneficios:
Sin limitaciones de penetración
El proceso no se ve limitado por los escudos o apantallamientos eléctricos. Esto significa que, donde quiera que el líquido moje, se recubrirá. Para el pintado de piezas pequeñas y en general para la pintura industrial consigue tratar mayor cantidad de piezas por bastidor ya que el proceso no se ve afectado por el efecto célula de Faraday o por problemas de densidad de corriente.
 Alto poder de carga en el bastidor
Alto poder de carga en el bastidor
Baja temperatura de curado
La temperatura prevista para el horno de curado es de sólo 100-110°C. A esta temperatura la mayoría de plásticos y cauchos no se ven afectados en sus cualidades. Esto significa que las piezas antivibración de caucho-metal pueden ser tratadas sin que se afecte a las propiedades del caucho. Las juntas de caucho permanecen inalterables.
Esta característica del proceso permite pintar conjuntos totalmente ensamblados en vez de pintar los diversos componentes por separado.
 Piezas tratadas totalmente ensambladas con partes de caucho y plástico
Piezas tratadas totalmente ensambladas con partes de caucho y plásticoPerfecta reproducción del perfil del metal
Debido a que el proceso sólo elimina agua de la capa de pintura no se producen fluidificaciones en el horno de curado. Esta característica del proceso proporciona una excelente protección en aristas comparado con otros procesos de pintura. Estos otros procesos, tal como la pintura en polvo o recubrimientos por electrodeposición, fluyen a altas temperaturas consiguiendo un mejor aspecto pero menor protección en aristas.
 Pieza donde se observa el excelente recubrimiento de la rosca del tornillo
Pieza donde se observa el excelente recubrimiento de la rosca del tornilloResistencia a la abrasión
La excepcional dureza de este recubrimiento y la deposición directa sobre el metal, preferible a la deposición sobre una capa de fosfato microcristalino, hacen que sea ideal para piezas sujetas a grandes esfuerzos o desgastes mecánicos. Este proceso se usa como recubrimiento de correderas de asientos de coches, de muebles de oficina, etc., y en algunas otras aplicaciones donde normalmente se usa la electrodeposición metálica.
Ventajas medioambientales
Es un verdadero sistema base agua, exento de Compuestos Orgánicos Volátiles (0% VOC) y cumple con la legislación Europea sobre Contaminación Atmosférica. Está libre de contenido en pigmentos anticorrosivos basados en metales pesados, esto ofrece el beneficio adicional de no tener problemas de sedimentación y permitir el paro total de la línea de producción durante los periodos de descanso.
No precisa pre-tratamientos que contienen metales pesados. Por lo tanto, el proceso no contiene cromo, estroncio, zinc, manganeso o níquel.
Enlaces externos
Categoría: Ciencia de materiales


Wikimedia foundation. 2010.