- Laminado de perfiles
-
Contenido
Introducción
El laminado es un proceso de deformación plástica en que el material circula de modo continuo y en una dirección preferente, por cilindros que originan fuerzas de compresión. La laminación se aplica tanto en frío como en caliente.
La laminación en caliente suele ser la primera etapa del proceso de transformación de materiales fundidos en productos acabados, pudiendo producirse grandes reducciones de sección. Es importante que toda la masa del metal se caliente uniformemente hasta la temperatura conveniente antes de sufrir la deformación, ya que se pueden producir problemas de agrietamiento y rotura. Los productos acabados más habituales por laminación en caliente son: chapas, barras, flejes y redondos que serán utilizados posteriormente en operaciones de conformado en frío o de mecanizado.
La laminación en frío se pueden obtener piezas totalmente acabadas con excelente acabado y características mecánicas. En este caso, no pueden producirse grandes reducciones en la sección.

Proceso de conformado
Los procesos de laminación, generalmente, se realizan en un tren de laminación, es decir diversas unidades de rodillos que encadenadas unas detrás de otras forman la pieza final. Se clasifican de la siguiente manera:
- Trenes de desbaste: desbastan lingotes en caliente para transformarlos en desbastes de sección cuadrada (tochos) o rectangulares (petacas). Las dimensiones de los productos obtenidos en estos trenes oscilan entre 130-140 mm de espesor y 130-550 mm de ancho.
- Trenes de palanquilla: Laminan el desbaste procedente de los trenes de desbaste y lo transforman en productos de secciones cuadradas de 40-125 mm (Llamados Palanquillas) o de sección rectangular con dimensiones de entre 11-125 mm de espesor y 200-600 mm de anchura (llamados llantones).
- Trenes de acabado: Se obtienen los productos acabados a partir de los obtenidos en los trenes de palanquillas. Dependiendo de la forma de los cilindros de los trenes de acabado, pueden obtenerse chapa, pletina, fleje,etc.; si son lisos y si son acanalados, se obtienen barras macizas, perfiles, carriles, etc.
Laminado de perfiles
En el laminado de perfiles se generan contornos en la sección transversal. Los productos elaborados por este procedimiento se les genera un perfil en I, en L, en doble T, canales en U. El proceso se realiza pasando el material de trabajo a traves de rodillos que tienen impreso el reverso de la forma deseada. Los principios que se aplican al laminado plano se pueden aplicar al laminado de perfiles. El material inicial, de forma generalmente cuadrada, requiere una transformacion gradual a través de varios rodillos para alcanzar la seccion final. El diseño de la secuencia de las formas intermedias y los corresponientes rodillos se llama diseño de pases de laminación, su meta es lograr una deformación uniforme a través de las secciones transversales de cada reducción. De otra forma ciertas porciones de trabajo se reducen más que otras, causando una mayor elongación en estas secciones. Las consecuencias de una reducción no uniforme pueden ser torceduras y agrietamientos del material. Se utilizan rodillos horizontales y verticales para lograr una reducción consistente del material de trabajo.
-
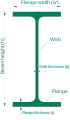
FIGURA 2. Perfil metálico IPE-HE empleado en la construcción
Materiales y formas
Se laminan los aceros, aluminio,cobre, magnesio, plomo, estaño, cinc y sus aleaciones. Casi todos los metales utilizados en la industria han sufrido una laminación en alguna etapa de su conformación. El producto de partida es, en general, el lingote que proviene de una fusión, el cual una primera laminación lo desbasta dando oringen al llamado desbaste.
Equipo necesario
Este proceso requiere equipos pesados llamados molinos laminadores o de laminación que son los encargados de ejercer la presion necesaria al tocho o la palanquilla para reducir el espesor en los diferentes pasos. El molino de laminación consiste en dos rodillos opuestos que se denomina molino de dos rodillos. Estos pueden tener varias configuraciones: reversible y no reversible. En la no reversible los rodillos giran en la misma dirección. Y en la reversible los rodillos pueden girar en ambas direcciones y permite una serie de reducciones a través de los mismos rodillos pasando varias veces el material desde direcciones opuestas.
Referencias
- Carlos Vila Pastor, Fernando Romero Subirón, Gracia M. Bruscas Bellido y Julio Serrano Mira, “Tecnología Mecánica: Metrología y procesos de conformado de metales sin arranque de viruta.”, Colección “Materials” de la UJI, nº 233.
Categoría:- Materiales

Wikimedia foundation. 2010.