- Moldeo en vacío
-
El Moldeo en vacío es una técnica de moldeo en arena en la que no se emplea ningún aglutinante, ya que la pieza queda suficientemente consistente gracias al vacío creado durante su realización en la caja de moldear. Se trata de una técnica relativamente moderna, ya que surgió en Japón a finales de la década de 1970.
Los diferentes tipos de moldeo en arena son los métodos más empleados en lo que a técnicas de moldeo se refiere, y se caracterizan por el empleo de arena común como material de molde. El procedimiento en estos métodos consiste en la formación de un molde (compuesto por dos piezas) apisonando la arena en torno a un patrón cuya forma será la de la pieza proyectada. A estos moldes, además, se les incorporará un sistema de orificios de colada y de aireación, para así permitir el flujo de metal fundido y minimizar posibles defectos internos en la pieza.
Contenido
Características del proceso
Ventajas
- Es posible la reutilización de la arena, ya que no se emplea ningún aglutinante y además ésta no entra en contacto en ningún momento con la fundición.
- Ausencia de defectos debidos a la humedad y a burbujas de aire.
- Pueden obtenerse altas precisiones dimensionales.
- Casi todos los tamaños y formas de piezas son practicables, así como piezas de pequeñas secciones (hasta aproximadamente unos 2,3 mm) o reproducción de pequeños detalles.
- Alta fluidez del metal durante la colada debido a la baja conductividad térmica de la arena.
- Bajo coste de operación.
- La vida de la pieza patrón es muy larga, ya que la arena nunca entra en contacto directamente con ella.
Inconvenientes
- Lentitud del proceso.
- Difícil automatización.
Proceso de conformado
 Pasos en el proceso
Pasos en el proceso
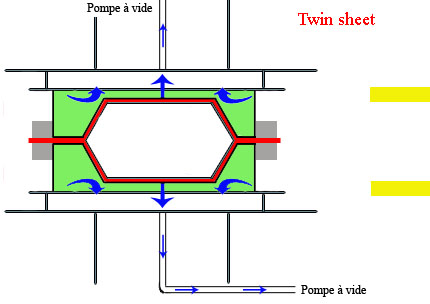
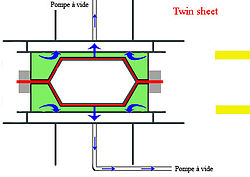 Vacío aplicado sobre ambas partes del molde ensambladas.
Vacío aplicado sobre ambas partes del molde ensambladas. Acoplamiento de placa en la parte inferior de la caja, creando el vacío entre la pieza y la película de plástico.
Acoplamiento de placa en la parte inferior de la caja, creando el vacío entre la pieza y la película de plástico.En esta técnica de moldeo, uno de los pasos más importantes es la preparación del molde en el que se va a realizar la colada, pues es de vital importancia que éste cumpla con las condiciones necesarias para obtener la pieza con las características deseadas, tanto a nivel dimensional como en calidad.
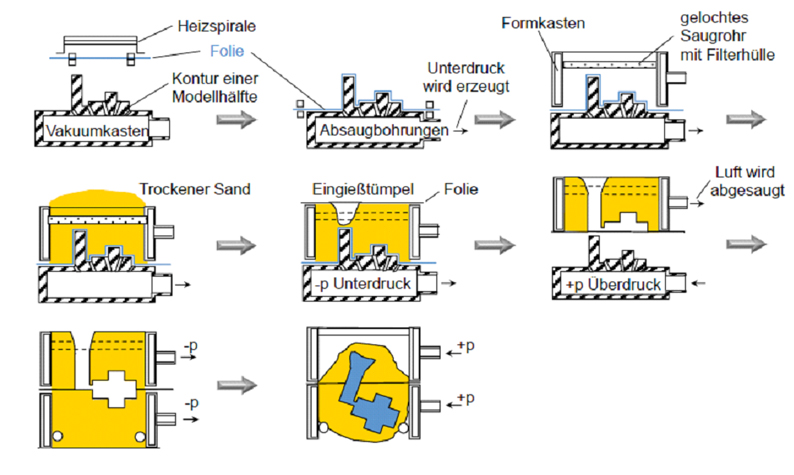
- En primer lugar, debe tenerse la pieza inicial que se quiere reproducir seccionada en dos mitades. En la mitad superior, se le adherirá una pieza de material con el fin de posteriormente obtener el bebedero.
- Posteriormente, se creará el vacío entre una de las mitades de la pieza y una fina película de plástico mediante el empleo de un sistema de acoplamiento de placa o doble placa.
- Tras esto, se le colocará una caja de moldeo y se llenará de arena, dejando libre de ésta el volumen necesario para que el bebedero sea practicable. Hay que tener en cuenta que la caja de moldeo debe contar con orificios mediante los cuales se pueda succionar y crear el vacío.
- Se colocará encima otra película de plástico, y se procederá a crear el vacío en la arena mediante los equipos necesarios (la presión oscilará entre 200 a 400 mm Hg (27 a 53 kPa)). Mediante esta práctica, se consigue la alta compactación del molde sin necesidad de ningún aglutinante.
- Una vez compactado, se retirará el vacío ejercido sobre la pieza y la película de plástico, y se retirará el molde obtenido. Tras ello, se pasará a realizar el mismo proceso con la mitad inferior de la pieza, pero en este caso sin necesidad de dejar bebedero alguno en el molde.
- Cuando están ya listas las dos partes, se ensamblan y se deja de aplicar el vacío en ambas partes.
- Se realiza la colada, sin necesidad de retirar las películas de plástico, ya que estas se queman cuando entran en contacto con el metal fundido.
- Finalmente, se dejará reposar la colada el tiempo suficiente hasta que esté completamente solidificada la pieza.
Equipo necesario
- Caja de moldeo con un sistema de orificios para posibilitar la creación de vacío en su interior. Además, deberá contar con un sistema de acoplamiento de placa en su parte inferior.
- Arena común como aglutinante.
- Películas de termoplástico de un espesor entre 0,076 a 0,20 mm.
- Bomba de vacío acoplada a la placa de la parte inferior y a los orificios de los laterales de la caja de moldeo.
- Metal fundido.
Aplicaciones
Este tipo de moldeo se emplea mucho en la fabricación de prototipos o piezas de las que no se requiere fabricar un gran número, ya que permite modificar el molde con facilidad. Además, al tratarse de un proceso muy lento no sería rentable implantarlo en sistemas de conformado en los que se requiere un gran volumen de producción de la misma pieza.
También se conoce como moldeo en vacío o vacuum forming al conformado de piezas con polímeros, con una técnica de creación de vacío entre la pieza patrón y el termoplástico, sin el empleo de ningún tipo de molde. Esta técnica está muy empleada para la fabricación de envoltorios para alimentos, utensilios de cocina, juguetes, etc.
Véase también
Bibliografía
- Callister, William D. Introducción a la Ciencia e Ingeniería de Materiales Ed. Reverté
- Carlos Vila Pastor, Fernando Romero Subirón, Gracia M. Bruscas Bellido, Julio Serrano Mirá. Tecnología Mecánica: Metrología y procesos de conformado de metales sin arranque de viruta. Castellón: Publicaciones Universitat Jaume I, Nº233
- Carmelo Javier Luis Pérez, Miguel José Ugalde Barbería, Ignacio Puertas Arbizu, Lucas Álvarez Vega PROCESOS DE CONFORMADO POR FUNDICIÓN. Moldeo en arena (2ª edición aumentada)
ISBN: 9788497691055
Categoría:- Materiales en ingeniería
Wikimedia foundation. 2010.