- Moldeo por inyección asistida por gas
-
La inyección asistida con gas es una variante del proceso de inyección convencional, y no debe confundirse con la inyección por soplado ya que el proceso es prácticamente el mismo.
El proceso consta de varias etapas:
- Introducir el polímero en el molde, mediante una inyectora convencional, para llenarlo.
- Esperar un periodo de tiempo predeterminado para permitir que el polímero se polimerice a lo largo de la pared del molde, lo suficiente como para que se forme una pared del espesor deseado de la pieza.
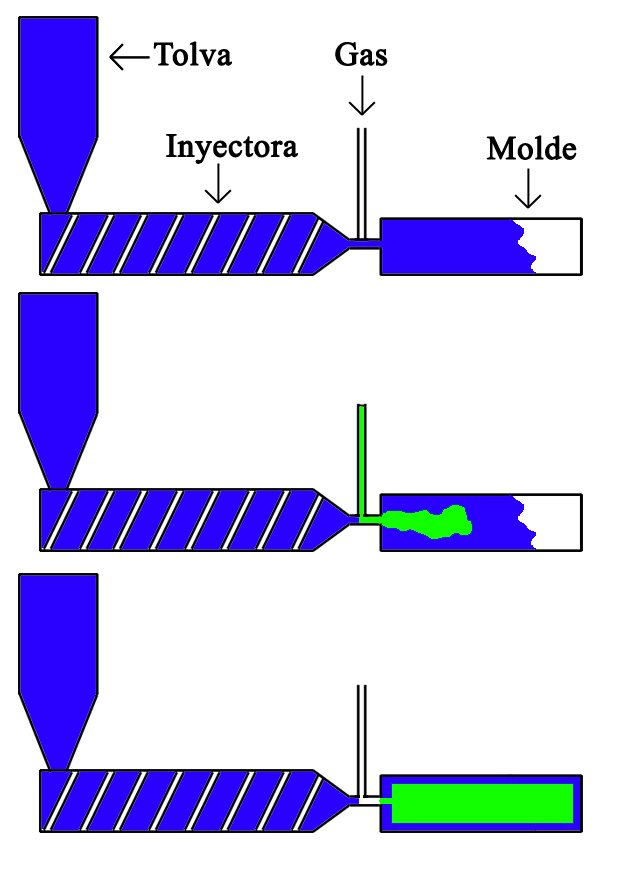
- Inyección de un gas inerte (normalmentre nitrógeno o dioxido de carbono) a presión en el molde por la misma boquilla de inyeccion del polímero, de manera que, el gas atraviesa de un extremo a otro el molde para acabar saliendo por el extremo contrario. De esta manera obtendremos una pieza moldeada hueca.
- Aligerar la presión del interior del molde.
- Apertura del molde.
- Extracción de la pieza.
Mediante este proceso podemos obtener diseños de espesor grueso o fino sin marcas ni rechupes. En algunas ocasiones, muy concretas, también se pueden inyectar de forma simultanea el gas y el polímero fundido.



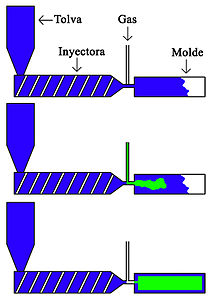 Esquema de moldeo por inyeccion asistida por gas.
Esquema de moldeo por inyeccion asistida por gas.Contenido
Variantes
Pieza corta
Se llena la cavidad parcialmente con el polímero, a continuación se inyecta el gas , que empuja el material hasta llenar completamente la cavidad, de esta manera la pieza queda hueca en las zonas en las que se introduce el gas.
Pieza completa
Se llena con polímero de forma completa la cavidad del molde,y posteriormente se inyecta el gas. Al inyectar el gas, el material sobrante pasa a una cavidad auxiliar que lo alberga, quedando, de esta manera una pieza hueca.
Retroceso por boquilla de máquina
El polímero se inyecta en un extremo del molde, y tras esto se inyecta el gas por la parte contraria. En este caso el material sobrante retorna por la boquilla de inyección debido a la presión que el gas ejerce sobre el.
Materiales
Los materiales susceptibles de ser moldeados mediante este proceso son los mismos que pueden utilizarse para la inyección convencional, incluso pueden incluir distintos tipos de rellenos o refuerzos como por ejemplo los de fibra de vidrio.
Algunos de ellos son:
- PP (polipropileno)
- PE (polietileno)
- ABS (Acrilonitrilo butadieno estireno)
- PC (policarbonato)
- PS (poliestireno)
- PVC (policloruro de vinilo)
- PPO (oxido de polifenileno)
- PBT (policarbonato polibutileno tereftalato)
- TPU (poliuretano termoplastico)
- HIPS(poliestireno de alto impacto)
- PA (poliamida (nylon))
- SAN (estireno acrilonitrilo)
Geometrías obtenibles en las piezas
La principal característica de este proceso es que permite la creación de piezas huecas, lo que conlleva un ahorro de material. Ademas, gracias a la presión que el gas ejerce uniformemente sobre la pieza se consigue una presión de compactación extra. Se puede distinguir en tres grandes grupos las piezas susceptibles de ser fabricadas mediante este proceso.
- Piezas con pequeñas distribuciones de espesores.
- Piezas nervadas.
- Piezas gruesas de espesor uniforme.
Equipos y utillaje
La ventaja del moldeo por inyección asistida por gas es que no requiere demasiada inversión si ya se dispone de una inyectora convencional, ya que bastara con poner un modulo adicional que nos permitirá llevar a cabo este proceso.
Por lo tanto para llevar a cabo un moldeo por inyección asistida por gas deberemos de disponer de:
- Inyectora convencional
- Molde especifico para inyección asistida por gas.
- Modulo adicional para inyección asistida por gas: suministro de gas, unidad de control y compresor.
Aspectos económico-productivos
- Minimización del tiempo de enfriamiento (40-50%): La circulación del gas contribuye en una reducción del tiempo de enfriamiento.
- Anulación/reducción de rechupes: La presión que ejerce el gas produce un aumento en la presión de compactación que evita la aparición de rechupes.
- Minimización de deformaciones: mayor calidad y acabado de las piezas.
- Minimización de la fuerza de cierre.
- Importante reducción del peso (40-50%): Esta ventaja tiene lugar debido a que este tipo de moldeo nos permite crear piezas huecas, lo que conlleva una importante reducción del peso de las mismas.
- Gran ahorro de material: También es debido a que pueden crearse piezas huecas.
- Menores presiones de inyección: esto conlleva un menor desgaste del equipamiento.
- Reducción en el tiempo de los ciclos: esto es debido a que el molde no se llena en su totalidad de material.
Aplicaciones habituales
- Juguetes.
- Mangos.
- Manivelas.
- Muebles de plástico: sillas, mesas.
- Sector del automóvil: agarraderos de las puertas, asideros, reposa-brazos, manivelas, asientos de plástico, conductos de circulación de aire.
- Hogar: lavadoras, televisores, neveras.
Por supuesto, los parámetros de procesado deberán seleccionarse de acuerdo a la forma del molde y de las características del polímero seleccionado. Así mismo resulta evidente que los polimeros semicristalinos presentan, por su menor viscosidad en estado fundido, mejores características de flujo y facilidad de conformado con respecto de los polimeros amorfos.
Enlaces externos
 Wikimedia Commons alberga contenido multimedia sobre Moldeo por inyección asistida por gasCommons.
Wikimedia Commons alberga contenido multimedia sobre Moldeo por inyección asistida por gasCommons.- Universidad de Alicante
- www.bauercomp.com
- www.propilven.com
Categorías:- Procesos industriales
- Ingeniería de polímeros


Wikimedia foundation. 2010.