- Extrusión de polímero
-
Extrusión de polímero
El análisis matemático de la mecánica de fluidos y de los fenómenos de transporte corresponde a los diferentes artículos de estas, para quienes deseen mayor información al respecto se sugiere consultar las referencias citadas al final.
La extrusión de polímeros es un proceso industrial, basado en el mismo principio de la extrusión general, sin embargo la ingeniería de polímeros ha desarrollado parámetros específicos para el plástico, de manera que se estudia este proceso aparte de la extrusión de metales u otros materiales.
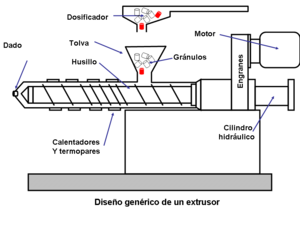
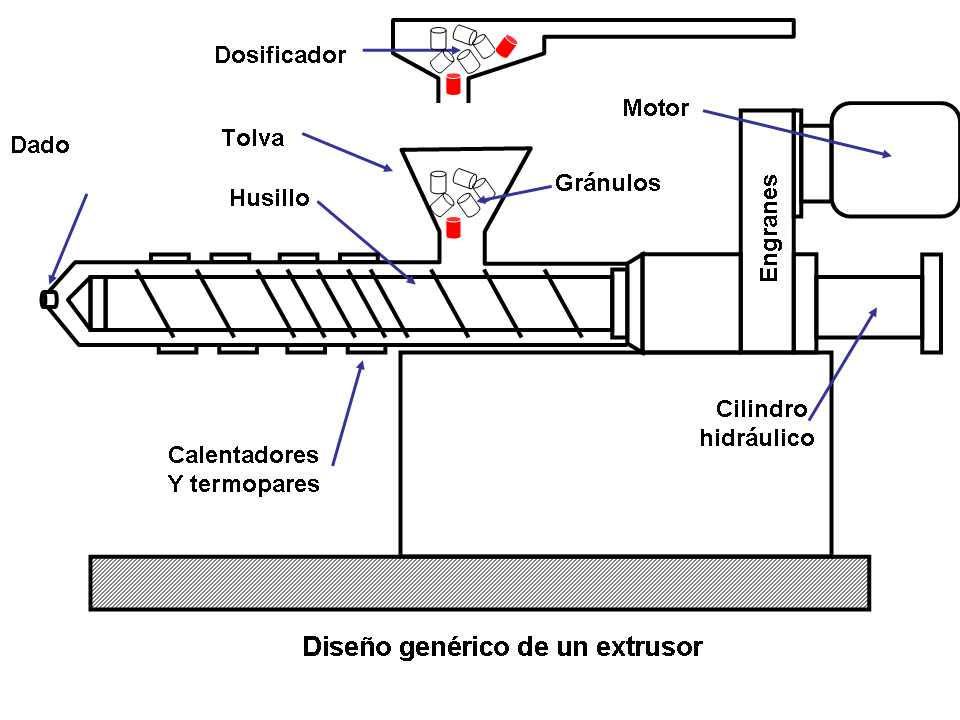
El polímero fundido (o en estado ahulado) es forzado a pasar a través de un Dado también llamado boquilla, por medio del empuje generado por la acción giratoria de un husillo (tornillo de Arquímedes) que gira concéntricamente en una cámara a temperaturas controladas llamada cañón, con una separación milimétrica entre ambos elementos. El material polimérico es alimentado por medio de una tolva en un extremo de la máquina y debido a la acción de empuje se funde, fluye y mezcla en el cañón y se obtiene por el otro lado con un perfil geométrico prestablecido.
Contenido
Propiedades básicas de flujo de polímeros
Flujo a través de un canal simple y de canal rectangular
Canal simple: Para modelar el flujo de polímero que fluye a través de un canal es necesario comenzar con ciertas consideraciones que podrían resumirse en 6:
- En las paredes del canal el flujo es igual a cero
- El fluido fluye constante independientemente del tiempo
- En todo lo largo del canal, el perfil de flujo permanece constante
- El fluido es incompresible
- El flujo es isotérmico
- La fuerza de gravedad es despreciable
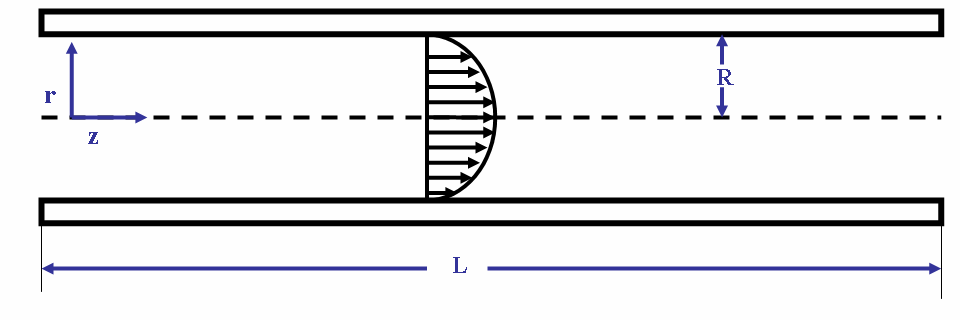
Primero tratamos el flujo, que a través de un canal de sección transversal circular fluye con un flujo parabólico:
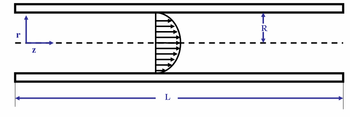
Después de un balance de momentum se obtiene que:

después de una análisis matemático se obtiene que el esfuerzo cortante σrz :
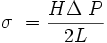
y finalmente, tomando en cuenta la ley de Newton de la viscosidad, el flujo volumétrico y la velocidad promedio, se obtienen las siguientes ecuaciones: para esfuerzo cortante σ y velocidad de corte
 :
:Canal rectangular: Para fluidos newtonianos a través de un canal rectangular tenemos:
 ,
,Substituyendo la ley de la potencia, integrando y substituyendo el flujo volumétrico Q se otiene:
 o también:
o también: 
Reometría y reología
La Reología en proceso de extrusión aporta datos muy importantes para la comprensión y el diseño de esta tecnología. El estudio de un flujo de polímero por medio de Reología comienza con la reometría capilar, estudiando el flujo de polímero a través de un dado capilar utilizando las mismas consideraciones que se utilizaron para el flujo a través de un canal simple.
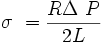
En este modelo de reometría se considera que el esfuerzo cortante tiene relación directa con la caída de presión ΔP que se presenta a lo largo del tubo capilar cuya longitud L y radio R se relacionan con el flujo volumétrico Q y el esfuerzo cortante σ a la salida del dado del reometro capilar por medio de las siguientes ecuaciones:
Usualmente se aplica una fuerza F y una velocidad conocidas para empujar el pistón que empuja al polímero fundido, teniendo en cuenta que

Para ajustar estas relaciones con los esfuerzos cortantes se utiliza la corrección de Bagley, por medio de la cual se corrigen los efectos de la caída de presión del pistón y a través del total de la longitud del tubo capilar, se toman en cuenta la viscosidad y la caída de presión a la entrada del capilar.
Resultando en:
Donde
- e = Valor obtenido de graficar ΔPPistón contra (L/R) en la intersección de la recta obtenida con el eje de las abscisas.
- η = Viscosidad, obtenida de la pendiente (derivada) de la gráfica de ΔPPistón contra (L/R).
Otras correcciones incluyen la corrección de Rabinowitsch para utilizar fluidos no newtonianos, con la cual se obtiene
Para la velocidad de corte:
y
El paso de la reometría capilar es un paso inicial muy importante para conocer las características reológicas del material a utilizar, además se obtienen algunos otros datos importantes como hinchamiento, distorsiones del extruido, pérdida de viscosidad con el tiempo.
El siguiente paso para el estudio preliminar de termoplásticos implica el uso de una norma por medio del medidor de índice de fluidez, con ayuda de la ecuación de continuidad.
Técnicas de extrusión
La clasificación general de los distintos tipos de técnicas para extrusión de polímero son las siguientes:
Extrusión:
- Extrusión con un sólo husillo
-
- Extrusores convencionales o típicos
- Extrusores con ventilación (o venteo) o degasificación
- Extrusores co-mezcladores (del inglés kneader)
- Extrusores sin husillo
-
- Bombas
- Extrusores de discos
- Extrusores de husillo múltiple
-
- Extrusores de doble husillo
- Husillos que no engranan
- Husillos que engranan
-
- Rotación en el mismo sentido
- Rotación en sentido inverso
- Extrusores con más de dos husillos
-
- Rodillos planetarios
- De 4 husillos (construcción particular para cada máquina)
Extrusores de un sólo husillo
Los extrusores más comunes utilizan un sólo husillo en el cañón. Este husillo tiene comúnmente una cuerda, pero puede tener también 2 y este forma canales en los huecos entre los hilos y el centro del husillo, manteniendo el mismo diámetro desde la parte externa del hilo en toda la longitud del husillo en el cañón.
La división más común para extrusores de un sólo husillo consiste en 4 zonas, desde la alimentación hasta la salida por el dado del material,
- 1. Zona de alimentación: En esta parte ocurre el transporte de gránulos sólidos y comienza la elevación de temperatura del material
- 2. Zona de compresión: En esta zona, los gránulos de polímero son comprimidos y están sujetos a fricción y esfuerzos cortantes, se logra una fusión efectiva
- 3. Zona de distribución: Aquí se homogeniza el material fundido y ocurren las mezclas.
- 4. Zona de mezcla: En esta parte que es opcional ocurre un mezclado intensivo de material, en muchos casos no se aconseja porque puede causar degradación del material.
Los husillos pueden tener también dentro de algunas de sus zonas principales elementos dispersivos y elementos distributivos.
Distribución: Logra que todos los materiales se encuentren igual proporción en la muestra Dispersión: Logra que los componentes no se aglomeren sino que formen partículas del menor tamaño posible.
Flujo de arrastre
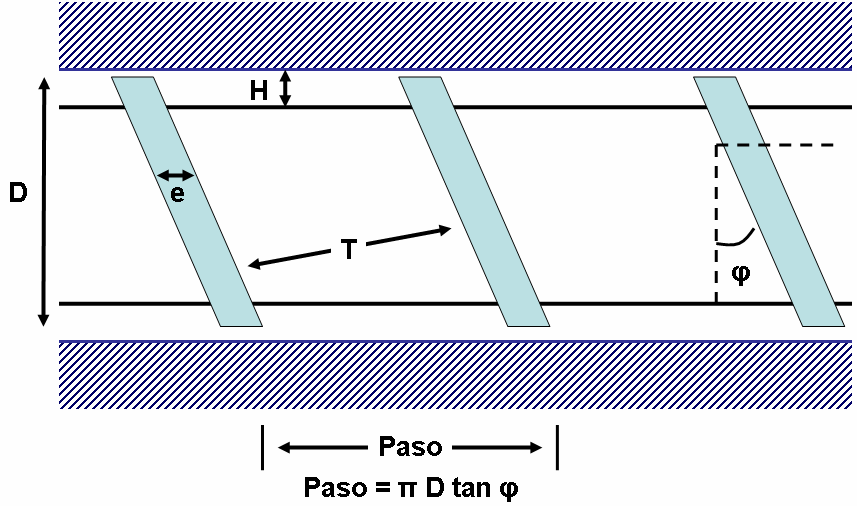
 Flujo de arrastre en un extrusor de un husillo
Flujo de arrastre en un extrusor de un husillo
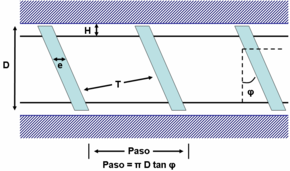
Nuevamente considerando la ley de Newton de la viscosidad, haciendo un balance de momentum para el husillo separado del barril por una distancia H, con velocidades Vz (dirección del arrastre)es diferente de cero y Vx = Vy = 0, en estado estacionario a presión constante y sin gravedad, se tienen las siguientes relaciones para el flujo de arrastre debido a la acción del husillo:
y siendo Uz la velocidad máxima en la dirección z, en el husillo:
- Vz = 1 / 2Uz
Para el área transversal de flujo ωH:


Tomando en cuenta la velocidad promedio en Vz:

El flujo total del polímero resulta de la suma del flujo de arrastre y el flujo de presión
Para:
- N = Rapidez del tornillo
- P = Presión frontal
- η = viscosidad del plástico fundido
- H = Espacio entre el husillo y el cañón
- φ = Ángulo del hilo (o ángulo de hélice)
- l = Longitud
El flujo de arrastre en el extrusor se deriva del cálculo del flujo de arrastre entre dos placas paralelas en estado estacionario, tomando en cuenta que el flujo primario es debido a una espiral.
Sin embargo, en la realidad es necesario hacer correcciones a los datos teóricos obtenidos por estas ecuaciones, debido a que si existen velocidades en las direcciones x e y, a que la viscosidad se ve afectada por un gradiente de temperatura que no es constante, a los efectos de gravedad y en caso de compuestos, al tamaño de partícula, en general se pueden controlar los siguientes parámetros:Extrusores de doble husillo
 Detalle de un doble husillo de extrusión de laboratorio
Detalle de un doble husillo de extrusión de laboratorioLos extrusores de doble husillo proporcionan un empuje mucho mayor que el de un sólo husillo, aceleraciones de material mucho mayores, esfuerzos cortantes relativamente altos y mezclado intensivo. Para algunos materiales este proceso es demasiado agresivo, por lo cual resulta inadecuado, existe la creencia de que los concentrados de color se realizan en su mayoría en este tipo de extrusores, sin embargo, la mayoría de los pigmentos sufren degradación debida a las condiciones tan agresivas del proceso, por ello, la mayoría de los fabricantes de concentrados utilizan un cañón largo de un solo husillo.
Existen 2 tipos de doble husillo: los que engranan y los que no engranan, de los que engranan existen dos posibilidades, los co-rotativos y los contra rotativos, según las direcciones en las que estos giran.
El flujo generado en un doble husillo que engrana y es contra rotativo genera un flujo en forma de C el cual tiene las características de un bombeo positivo, disminuyendo drásticamente la influencia de la viscosidad del material para su transporte y generando un bombeo muy eficiente. Las desventajas de este proceso es que los husillos son empujados por el material hacia las paredes del cañón, lo que evita el huso de altas velocidades; también existe el problema del mezclado ineficiente, mientras más rápido se transporta el material, menos eficiente es el mezclado.
En los husillos que si engranan y son co-rotativos, el flujo tiene mayor dependencia en la viscosidad del material, aunque mucho menor que en los extrusores de un solo husillo. En este tipo de arreglo los husillos no son empujados hacia la pared del cañón, por ello se permiten altas velocidades, además el material pasa de un husillo a otro logrando un flujo alternante que ayuda a una mezcla más homogénea.
Fusión del polímero
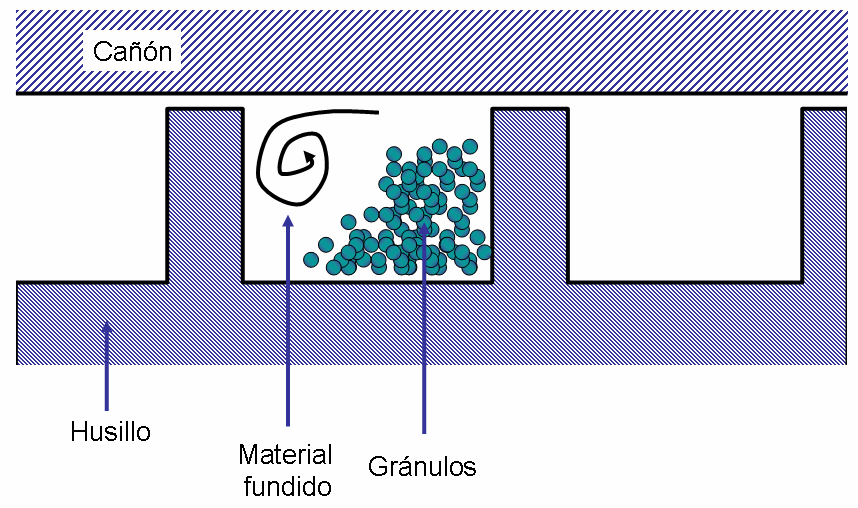
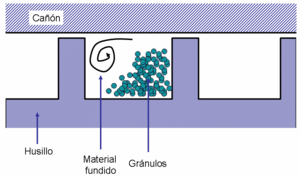 Inicio del proceso de fusión del polímero en el extrusor
Inicio del proceso de fusión del polímero en el extrusorEl polímero funde por acción mecánica en combinación con la elevación de su temperatura por medio de calentamiento del cañón. La acción mecánica incluye los esfuerzos de corte y el arrastre, que empuja el polímero hacia la boquilla e implica un incremento en la presión.
La primera fusión que se presenta en el sistema ocurre en la pared interna del cañón, en forma de una delgada película, resultado del incremento en la temperatura del material y posteriormente también debida a la fricción. Cuando esta película crece, es desprendida de la pared del cañón por el giro del husillo, en un movimiento de ida y vuelta y luego un barrido, formando un patrón semejante a un remolino, o rotatorio sin perder el arrastre final. Esto continúa hasta que se funde todo el polímero.
Fusión y arrastre: Si el material se adhiere al husillo y resbala sobre la pared del cañón, entonces el arrastre es cero, y el material gira con el husillo. Si en cambio, el material no resbala con la pared del cañón y resbala con el husillo, entonces el arrastre es máximo y el transporte de material ocurre.
En la realidad el polímero experimenta fricción tanto en la pared del cañón como en el husillo, las fuerzas de fricción determinan el arrastre que sufrirá el polímero
Advertencia: Algunos polímeros funden exactamente en el sentido opuesto debido a sus características moleculares, esto ha dado origen al diseño de algunos husillos específicos. Revisar referencias para mayor información.
El dado
 Dado de extrusión para polímeros
Dado de extrusión para polímerosEl dado en el proceso de extrusión es análogo al molde en el proceso de moldeo por inyección, a través del dado fluye el polímero fuera del cañón de extrusión y gracias a éste toma el perfil deseado. El dado se considera como un consumidor de presión, ya que al terminar el husillo la presión es máxima, mientras que a la salida del dado la presión es igual a la presión atmosférica.
La presión alta que experimenta el polímero antes del dado, ayuda a que el proceso sea estable y contínuo, sin embargo, el complejo diseño de los dados es responsable de esta estabilidad en su mayor parte.
El perfil del dado suele ser diferente del perfil deseado en el producto final, esto debido a la memoria que presentan los polímeros, esfuerzos residuales y orientación del flujo resultado del arrastre por el husillo.
Existen dados para tubos, para láminas y perfiles de complicadas geometrías, cada uno tiene características de diseño especiales que le permite al polímero adquirir su forma final evitando los esfuerzos residuales en la medida de lo posible.
Los dados para extrudir polímeros consideran la principal diferencia entre materiales compuestos por macromoléculas y los de moléculas pequeñas, como metales. Los metales permiten ser procesados con esquinas y ángulos estrechos, en cambio los polímeros tienden a formar filos menos agudos debido a sus características moléculares, por ello es más eficiente el diseño de una geometría final con ángulos suaves o formas parabólicas e hiperbólicas.
Orientación y cristalización
Láminas o perfiles formados a la salida del dado comienzan a disminuir su temperatura inmediatamente, en ese momento puede ser que el extruido sea jalado, con esto se logra una mayor orientación longitudinal de las moléculas, que se ordenan en la dirección que es aplicada la fuerza de extensión.
A la salida del dado también comienza la cristalización, la cual puede ser controlada de acuerdo con la extensión y la tasa de enfriamiento.
La cristalización puede aumentar por extensión gracias a rodillos que tiran del material, esta fuerza causa que las moléculas se orienten en la dirección en que el material es forzado y esta orientación incrementa el grado de cristalización y por lo tanto el grado de resistencia del material. Esta técnica es utilizada típicamente en extrusión de láminas, películas y fleje.
Coextrusión de láminas y películas
La coextrusión de láminas y películas es una de las aplicaciones más importantes de la extrusión de polímero, por medio de esta tecnología es posible extrudir una película con un color de fondo y otro de cara o como un sandwich en el cual un material se encuentra en la capa intermedia y otro u otros en las exteriores. Láminas multicapa han sido comercialmente utilizadas de entre 2 y 5 capas, aunque es posible utilizar más capas, las aplicaciones no han exigido este desarrollo con mayor aplitud.
La coextrusión de lámina puede llevarse a cabo por 2 técnicas,
- Dado para extrusión multicapa. Que permite 2 o hasta 3 capas de polímero, pero presenta baja eficiencia y poca estabilidad.
- flujos que se encuentran en el dado por medio de canales dosificadores. Por esta técnica es posible obtener diferentes capas con buena distribución y homogeneidad.
Principales problemas en coextrusión de láminas
- Efecto encapsulamiento:
Cuando se extruyen dos polímeros en fórma de lámina o película de un grosor muy pequeño en comparación con el ancho de la misma, ocurre frecuentemente un problema de encapsulamiento debido a la diferencia en viscosidades de los materiales implicados, el material de mayor viscosidad tiende a fluir con menor rapidez que el de menor viscosidad y por ello este segundo material "encapsula al primero", en un caso práctico no es completamente encapsulado, sino que se obtiene una diferencia importante de calibres de los materiales en el centro con respecto a las orillas.
- Diferencias de calibre debido a problemas de ajuste del dado:
Los dados modernos tienen sistemas piezoeléctricos u otros sistemas mecánicos unidos a una computadora que analiza las diferencias de calibre en línea. Una lámina extruida es ajustada en el dado a un mismo calibre, sin embargo, el polímero tiende a presionar este dado y a permitir un mayor flujo de material en el centro con respecto a las orillas, esto debido al carácter viscoelástico de las macromoléculas.
Coloración en la extrusión
La coloración de los perfiles en extrusión, láminas y películas tienen una problemática particular aunque similar a la coloración en moldeo por inyección, la belleza de la parte, la identificación y las funciones ópticas dependen de este proceso, básicamente existen tres formas de colorear un polímero en extrusión:
-
- 1. Utilizar plástico del color que se necesita (precoloreados).
- 2. Utilizar un plástico de color natural y mezclarlo con pigmento en polvo o colorante líquido.
- 3. Utilizar un plástico de color natural y mezclarlo con concentrado de color.
La elección más barata y eficiente es el uso del concentrado de color (en inglés Masterbatch), el cual se diseña con características de Índice de fluidez y viscosidad acordes al polímero que se desea procesar, con los concentrados de color se pueden cambiar de un color a otro de manera rápida, sencilla y limpia. Los pigmentos en polvo presentan mayores problemas de coloración que los concentrados de color y estos más que los precoloreados, sin embargo los precoloreados son los más caros y presentan una historia térmica mayor. Los problemas de procesamiento más comunes con relación al color de una pieza son: líneas de color más o menos intenso, pigmento que se acumula en el dado, distribución no homogénea de pigmento, burbujas, puntos de aguja, disminución o aumento excesivo de la viscosidad, puntos negros, y piel de naranja.
Los colores pueden ser cualquier opaco y si el polímero es transparente, se permiten colores translúcidos. Es importante que el proveedor de los concentrados de color sea consciente de la aplicación final de la parte para utilizar pigmentos o colorantes que no migren a la superficie. En Polioleofinas no debe utilizarse colorantes porque migran, este error es muy común en la industria ya que son baratos, pero este ahorro merma la calidad de la parte y puede resultar en una reclamación por parte del cliente.
En coestrusión se pueden utilizar capas de pigmentos opacos en el medio y de translúcidos en los extremos, o también puede ser todo opaco o completamente translúcido. Es común utilizar en láminas una capa interna de material reciclado y en los extremos del material se controla el color final, esto ayuda a reducir costos manteniendo una apariencia adecuada. En aplicaciones de contacto con alimentos, algunos países permiten que los pigmentos de capas internas no sean aprobados para alimentos (mientras no sean metales pesados), siempre y cuando todos los materiales que tienen contacto con alimentos sean aprobados, una guía para decidir que pigmentos están aprobados o no es la de la FDA de los Estado Unidos.
Los colores pueden ser translúcidos, sólidos, pasteles, metálicos, perlados, fosforescentes, fluorescentes, etc. Sin embargo, polímeros como el ABS son más difíciles de colorear que el polietileno, por su alta temperatura de proceso y color amarillento
El experto en diseño de un color es una persona con una habilidad visual impresionante, sus ojos están entrenados para reconocer colores con diferencias mínimas, esto requiere una habilidad natural y experiencia, debe tomarse en cuenta también la teoría del color, los pigmentos son substractivos y la luz es aditiva, además si como color objetivo se tiene una pieza de metal, vidrio, líquido, papel o polímero diferente al polímero final, es posible que bajo diferente luz sea igual o distinto el color final del objetivo, por ello debe decidirse cual será la luz bajo la cual los colores deben ser observados. Para personas que no son expertas en identificación de color son muy útiles los colorímetros, aunque su grado de confianza no llegue al 100%.conforme a las especificaciones del ING Leandro. N.Solis PERU 074979036945 especialista en extrusion
Referencias
- Procesamiento de plásticos. Morton. Jones. Limusa 1999. ISBN 968-18-4434-3
- Extrusión de plásticos, principios básicos. Ramos. Editorial Limusa 2002. ISBN 968-18-4504-8
- Moldeo por inyección de termoplásticos. Valdés, S. Flores, Y. Fernández, R. Limusa 2003. ISBN 968-18-5581-7
- Bird, R.B, Stewart, W.E, Lightfoot. Fenómenos de transporte. Reverté, 1996. ISBN 842-91-7050-2
Véase también
Enlaces externos
- Artículos sobre extrusión de plásticos
- Información para extrusores de plásticos
- Concentrados de color y aditivos para extrusión
- Husillos para extrusión
- Revista de plásticos
- Revista sobre el sector de plásticos
Categoría: Ingeniería de polímeros






Wikimedia foundation. 2010.