- Moldeo de metales en estado semisólido
-
Contenido
Moldeo de metales en estado semisólido
El Moldeo de metales en estado semisólido (SSM), conocido como thixocasting, rheocasting, thixoforming o thixomolding,[1] es un proceso "near net shape" en la producción de piezas de metales no-férreos, tales como aluminio, cobre,[2] o magnesio. El proceso combina las ventajas de la fundición y la forja. Recibe el nombre porque el fluido “barro metálico” de trabajo presenta un comportamiento tixotrópico. Los fluidos tixotrópicos se cizallan cuando el material fluye, pero son consistentes en reposo.[3] El potencial de este tipo de procesos se reconoció por primera vez al principio de los años 70.[3]
El SSM se realiza entre las temperaturas "liquidus" y "solidus" del metal o aleación. Idealmente el metal presenta entre un 30% y 65% de sólido. Para que un metal pueda ser utilizado, debe presentar una baja viscosidad y para alcanzar esa baja viscosidad el material necesita una estructura primaria globular rodeada por fase líquida.[2] El rango de temperaturas posible depende del material y para aleaciones de aluminio es 5-10oC, pero para aleaciones de cobre el rango varía sólo en décimas de grado.
El procesado de aleaciones en estado semisólido se usa típicamente en fundición de alta calidad. Para las aleaciones de aluminio, piezas típicamente fabricadas por este sistema son: soportes de transmisión, bloques de motor y fltros de bombas de aceite.[4] Para aleaciones de magnesio el proceado en estado semisólido se usa habitualmente para formas de paredes extremadamente delgadas, tales como carcasas de ordenadores y cámaras.
Esquema
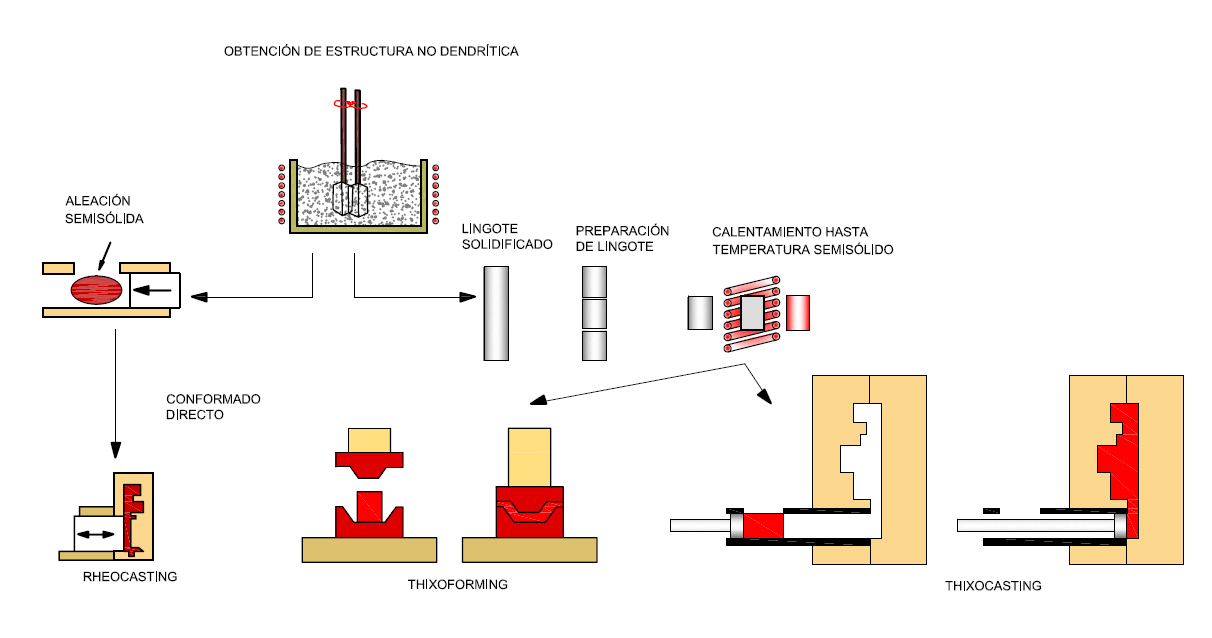
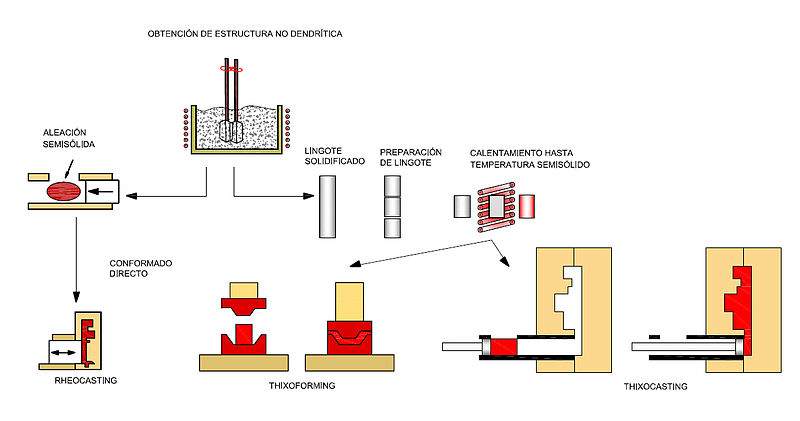 Esquema de procesado de metales en estado semisólido.
Esquema de procesado de metales en estado semisólido.
Procesos
Existe un número de técnicas diferentes para producir moldeo de metales en estado semisólido. Para aleaciones de aluminio los procesos habituales son el “rheocasting” y “thixocasting”.[5] Otros procesos tales como el SIMA (strain induced melt activation) o RAP (Recrystallisation and Partial Melting) también pueden ser utilizados en aleaciones de aluminio, sin embargo son comercialmente menos comunes. En el caso de aleaciones de magnesio el sistema más común es el thixomolding.[6]
El rheocasting implica la agitación de la aleación durante la solidificación para producir una mezcla semisólida con una microestructura no dendrítica. Luego, el barro o lodo metálico obtenido, es inyectado directamente dentro del molde ya sea por colada convencional o bien inyectándolo a presión (moldeo en matrices). Existen un gran número de procesos de rheocasting que han sido propuestos en los diez últimos años, y que generalmente difieren en el método usado para generar el barro semisólido. Hasta 18 técnicas diferentes de rheocasting fueron documentadas en publicaciones recientes.[7]
El Thixocasting se está desarrollando comercialmente en norte America, Europa y Asia. El thixocasting posee la cualidad de producir componentes de alta calidad debido a la consistencia resultante en los productos por la utilización de lingotes pre-colados que son fabricados bajo las mismas condiciones continuas ideales de procesado que la forja.[7]
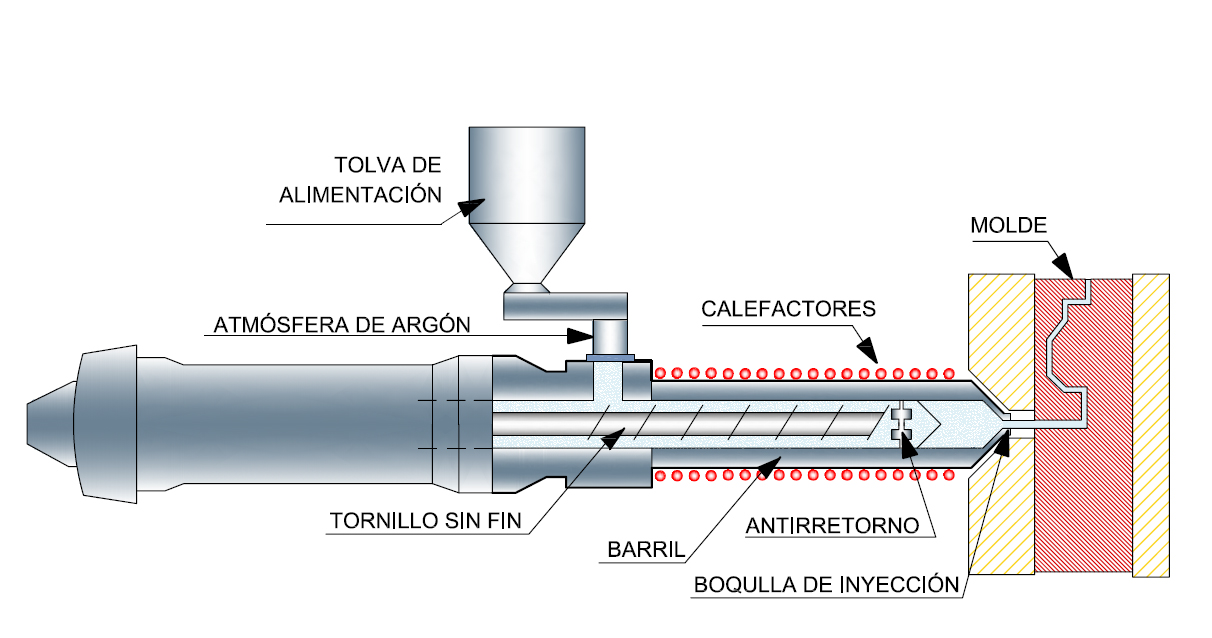
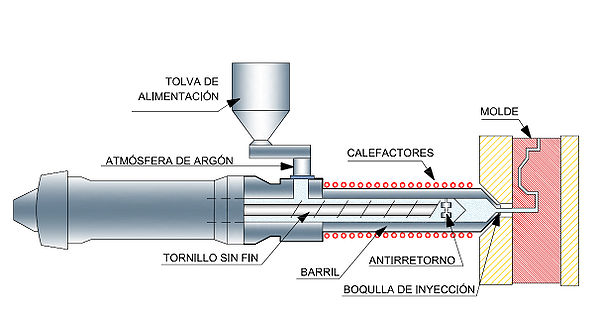 Esquema de máquina de "Thixomolding".
Esquema de máquina de "Thixomolding".El Thixomolding desarrollado específicamente para aleaciones de magnesio, usa una máquina similar a la de moldeo por inyección. En un proceso continuo, la aleación de magnesio, a temperatura ambiente en forma de pelets, es cargada por la parte de atrás de un barril caliente a través de una tolva de alimentación. El barril se mantiene en atmosfera de argón para prevenir la oxidación del material peletizado. Un tornillo sin fin localizado dentro del barril empuja los pelets de magnesio adelante a medida que son calentados hasta el estado semisólido. La rotación del tornillo proporciona la fuerza de cizalladura necesaria para generar la estructura globular requerida en la fundición en estado semisólido. Una vez se haya acumulado suficiente material, el tornillo se adelanta para inyectar el lodo obtenido dentro de una matriz de acero.[8]
En el método SIMA el material se calienta en primer lugar a la temperatura (SMM). Como está cercana a la temperatura "solidus" los granos recristalizan para formar una estructura fina de grano. Después de que dicha temperatura es alcanzada, los límites del grano funden para formar la microstructura (SMM). En este método de trabajo el material debería ser extruido o laminado en estado de templado suave. Este método está limitado a barras de diámetro menores de 37mm (1.5 in); por eso sólo pueden ser moldeadas piezas pequeñas.[9]
Microestructura de un componente de Thixocasting
La microestructura de una aleación conformada por Thixocasting[10] consiste en glóbulos de fase α, rodeados de un microconstituyente eutéctico modificado y muy fino. En el interior de los granos α se distinguen islas de eutéctico de dos tipos: unas con la misma apariencia que el que rodea a la fase α y otras de un eutéctico ocluido mucho más fino. Estas formas eutécticas, en el interior de los granos de α no aparecen en los materiales conformados por Rheocasting.
Ventajas e inconvenientes
Las ventajas del proceso de conformación por Thixocasting, comparado con el procedimiento convencional de la fundición inyectada, son las siguientes:[11]
• Al eliminar el proceso de fusión total, se evita la emisión de gases perjudiciales para la atmósfera o el operario.
• Reducción de la temperatura de trabajo: la temperatura del lingote es más baja que la temperatura liquidus, 100 °C por debajo de la producción tradicional. Ello conlleva un ahorro energético, que puede llegar al 65% respecto al moldeado tradicional.
• Menor temperatura de inyección. • Obtención de componentes con menos defectos, debido tanto a la eliminación de impurezas, escorias y fundentes, como la reducción de las temperaturas de trabajo, con lo que las distorsiones térmicas y las contracciones de solidificación son inferiores.
• Menor cantidad de lubricante en los moldes, a causa de la reducción de temperaturas.
• Menor porosidad gaseosa, debido a que el fluido penetra en el molde con flujo laminar.
• Reducción de la contracción durante la solidificación (rechupe).
• Tiempos de solidificación más cortos.
• Rápido arranque y parada (alrededor de 1 hora).
• Mayor duración de los moldes. Al ser menor la temperatura del proceso, se reduce notablemente el deterioro de los mismos, incrementándose su vida en un 20%.
Mediante la técnica del Thixocasting se pueden producir piezas de igual o mayor complejidad que por fundición inyectada.
Los inconvenientes de la conformación por Thixocasting son los siguientes[12]
• Elevado coste de la materia prima (lingote de Rheocasting).
• Elevado coste del horno de inducción para el recalentamiento de los lingotes.
• Elevado coste de los controles "no destructivos".
• Elevada relación entre el peso del material de partida y el componente acabado, debido a la cantidad de material de rechazo.
• Restricción en la composición de la aleación
Referencias
Notas
- ↑ Thixomat, Inc., http://www.azom.com/Suppliers.asp?SupplierID=3362, consultado el 2008-10-14.
- ↑ a b Young, p. 1.
- ↑ a b Lowe, Anthony; Ridgway, Keith; Atkinson, Helen (September 1999), «Thixoforming», Materials World 7 (9): 541-543, http://www.azom.com/details.asp?ArticleID=1373.
- ↑ P. Kapranos, Proc. 10th Inter. Conf. Semi-Solid Processing of Alloys and Composites, Aquisgrán, Alemania & Lieja, Bélgica, 2008
- ↑ Stephen P. Midson, Rheocasting Processes for Semi-Solid Casting of Aluminum Alloys, Die Casting Engineer, Jan. 2006
- ↑ S. LeBeau & R Decker, "Microstructural Design of Thixomolded Magnesium Alloys", Proc. 5th Inter. Conf. Semi-Solid Processing of Alloys and Composites, Golden, Colordao, 1998
- ↑ a b Stephen P. Midson, Semi-Solid Casting of Aluminum Alloys: An Update, Die Casting Engineer, Sept. 2008
- ↑ Stephen P. Midson, Robert K. Kilbert, Stephen E. Le Beau & Raymond Decker, "Guidelines for Producing Magnesium Thixomolded Semi-Solid Components used in Structural Applications", Proc. 8th Inter. Conf. Semi-Solid Processing of Alloys and Composites, Limasol, Cyprus, 2004
- ↑ Young, p. 2.
- ↑ Puig, M. T. (2005). Estudio de la conformación de componentes aluminiosilicio En estado semisólido. Universidad Politécnica de Cataluña
- ↑ Valer, J., Rodriguez, J. M., & Urcola, J. J. Conformado de aleaciones en estado semisólido. Aplicación a aleaciones. Revista de Metalurgia, 32, 4, , 231-247.(1996)
- ↑ Chiarmetta, G. Why Thixo? 6th International Conference Semi-Solid Processing of Alloys and Composites, 15-21. Torino (Italia.(2000).
- ↑ Fleming, M. C.. Semi-Solid Forming. The Process and the path Forward. Metallurgical Science and Techn., 18, 2 , 3-4. (2000).
Bibliografía
- Young, Kenneth P., Semi-Solid Metal Casting: Reducing the Cost of Copper Alloy Parts, Massachusetts Office of Technical Assistance, http://web.archive.org/web/20061007163908/http://www.mass.gov/envir/ota/publications/pdf/semi_solid_metal_fact_sheet.pdf.
Enlaces externos
Categoría:- Procesos industriales
Wikimedia foundation. 2010.