- Muela de rectificar
-
 Sketch de cómo las partículas abrasivas en una muela de rectificar remueve material de una pieza
Sketch de cómo las partículas abrasivas en una muela de rectificar remueve material de una pieza
 Muela de rectificar
Muela de rectificarLa muela de rectificar es una herramienta abrasiva utilizada para el arranque de viruta dentro de las operaciones de mecanizado con abrasivos.
Estas herramientas se emplean en materiales de gran dureza y pueden llegar a eliminar cantidades muy pequeñas de material, lo que hace posible que las medidas estén dentro del orden de 10-6 m y alcanzan una rugosidad superficial muy pequeña. No obstante, también se pueden utilizar en materiales blandos, pero adaptándose en cada situación a las características pertinentes. Debido a la dureza y dimensiones de material a eliminar, desaparece la posibilidad de utilizar otro tipo de mecanizado convencional por medio de una herramienta, por ello para trabajos de esta índole el uso de las muelas es el único permisible, haciendo de este un proceso muy determinado en el sector.
 Muela de rectificar en acción
Muela de rectificar en acciónPropiedades
- Tienen un número indefinido de aristas cortantes, formadas por granos abrasivos, y cada uno de estos granos elimina una cantidad muy pequeña del material. Estos granos están unidos por un aglomerante.
- Los puntos de corte de la muela están situados de forma aleatoria.
- La viruta generada no deformada es del orden de 10-6
- La velocidad de corte puede llegar a los 4000 m/min
- La energía consumida en este proceso es muy alta, siendo el 10% de esta energía empleada la consumida por la muela.
Operaciones de mecanizado en las que se emplean muelas
- Tronzado y ranurado: en mecanizado por abrasivos esta operación obtiene acabados de alta calidad, difíciles de encontrar en otros tipos de mecanizado. Para la realización de esta operación se utilizan muelas delgadas con aglomerante orgánico.
- Afilado de herramientas: es de uso común realizar afilados con este tipo de mecanizado, lo que se conoce popularmente como "lijar".
- Amolado: elevada cantidad de material eliminado, proceso manual
- Desbardado: mayor eliminación de material que el proceso anterior, ya que en éste no se tiene en cuenta el resultado final.
- Rectificado: aumentar calidad superficial, dimensional y de forma.
- Procesos de superacabado: aumenta más si cabe que en el anterior caso el resultado final, obteniendo las mejores calidades posibles en mecanizado, creando muy poca cantidad de viruta debido a su baja eliminación de material.
Características
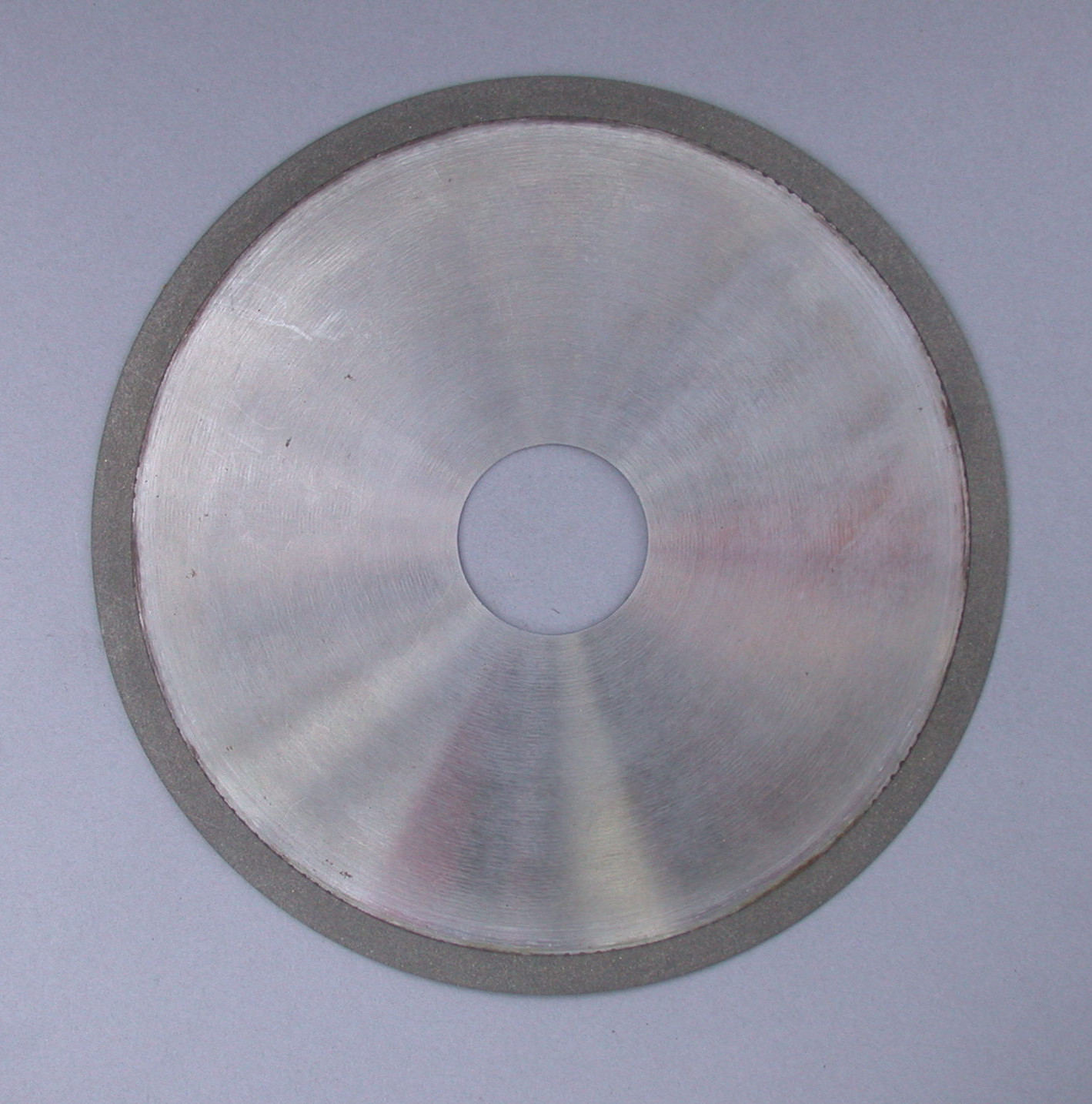
 Muela de diamante
Muela de diamanteUna muela está constituida por el grano abrasivo y el aglutinante.
Las caractertísticas ideales del grano abrasivo son:
- Que todos los granos tengan el mismo tamaño, ya que esto afecta al acabado superficial final.
- Que sean tenaces.
- Que sean duros, para poderlos emplear en materiales duros.
- Que sean granos resistentes al desgaste.
Los tipos de abrasivos más empleados son:
De menor a mayor dureza, estarían ordenados de la siguiente manera:
Alundum o Corindón (2100 kp/mm²) – Carborundum (2400 kp/mm²) – Borazón (4700 kp/mm²) – Diamante sinterizado (7000 kp/mm²)
Según su dureza se usa para materiales tales como aceros o hierros (los más blandos) hasta el afilado de metales duros y aceros de matricería (los más duros).
Las características ideales del aglomerante son:
- Que sean resistentes al ataque de los fluidos de corte.
- Que sean resistentes al calor.
- Que sean tenaces.
Los tipos de aglomerante más utilizados son:
- Cerámico
- Aglomerantes a base de silicatos
- Aglomerantes a base de laca
- Aglomerantes a base de goma
- Aglomerantes a base de resina sintética
La principal característica de los aglomerantes es su capacidad de conservar el abrasivo ante los esfuerzos de corte y fuerzas centrifugas. Si el grado de la muela es bajo, esto quiere decir que los granos se desprenden fácilmente y se desgasta rápidamente, pero a su vez, esto general que aparezcan granos nuevos, lo que se le llama auto-afilado. Por otro lado, el grado de la muela es alto, los granos están fuertemente sujetos y tiene una larga vida útil, pero a su vez, estos granos se desgastan y pierden su capacidad de corte, lo que implica que tocará afilar y limpiar la muela, lo que se llama reavivar la muela.
Las muelas de bajo grado se suelen emplear para:
- Velocidades de muela altas.
- Velocidades de la pieza bajas.
- Superficies de contacto entre material y muela amplias.
- Materiales muy duros.
En cambio, las muelas de alto grado se suelen emplear para:
- Velocidades de muela bajas.
- Velocidades de la pieza altas.
- Superficies de contacto entre el material y muela pequeñas.
- Materiales blandos.
Estructura de la muela
La estructura es la densidad de granos dentro del aglomerante y los poros que tiene.
Por una parte, los granos pueden estar juntos y no existir espacios sin aglomerante siendo así una estructura muy cerrada. Por otra parte, pueden estar separados y que tenga una gran porosidad siendo así una estructura abierta.
Las muelas con muchos poros permiten la utilización de granos finos, por lo que circula mejor el líquido refrigerante, tienen mayor velocidad de rotación y son muy buenas para el rectificado de piezas que con el sobrecalentamiento pudieran estropearse. El lado negativo, es que su productividad es baja.
Identificación de las muelas
Para establecer las características de las muelas, existe una norma que establece unos símbolos con todos los datos para su identificación:
Tipo de abrasivo Alumdum Carburo de Boro Carborundum Diamante Tamaño del grano Grueso Medio Fino Finísimo 10 - 12 - 14 - 16 - 18 - 20 - 24 30 - 36 - 46 - 54 - 60 70 - 80 - 90 - 100 - 120 - 150 - 180 220 - 240 - 280 - 320 Grado DEFG HIJK LMNO PQRS TUVWXYZ Muy Blanda Blanda Media Dura Durísima Estructura Compacta o cerrada Porosa o abierta 1 - 2 - 3 - 4 - 5 - 6 - 7 - 8 9 - 10 - 12 - 14 - 16 Aglomerante Vitrificado o cerámico Baquelita Elástico Metálico Silicato
Obteniendo así un código de 5 caracteres más las siglas del fabricante al final, como por ejemplo: B30N5MxTipos de rectificado con muelas
Los parámetros principales son:
- Velocidad periferica de la muela.
- Profundidad de pasada y velocidad de avance de la muela.
- Características de la muela.
Para diferenciar los tipos de rectificado cabe destacar, rectificado de superficies de revolución y rectificado de superficies planas, en el segundo caso se distinguen el rectificado frontal y el rectificado tangencial, y respecto al rectificado de superficies de revolución, se divide en rectificado exterior e interior, los dos con la opción de "con centros" o "sin centros".
Montaje de las muelas
Cuando montamos una muela en una rectificadora, debemos realizar ciertas operaciones para que la misma quede en condiciones de realizar correctamente el rectificado de la superficie que deba tratar; entre estas operaciones están el equilibrado de la muela, sujeción de la misma en el eje y diamantado de su superficie. Si la muela no está correctamente centrada o tiene un desequilibrio apreciable, el perfil resultante, al rectificar una superficie plana.
Debemos tener presente que en una rectificadora existen dos movimientos como son el circular de la muela y el de vaivén de la mesa que contiene la superficie a rectificar o en el caso de que la pieza a rectificar sea un eje existirán dos movimientos circulares, el de la muela y el del eje. Recordemos que cuando un rotor, en este caso una muela, está desequilibrada, existe una fuerza centrífuga según la ecuación:

donde m es el desequilibrio, R es el radio donde se encuentra el desequilibrio y ω es la velocidad angular de la muela.Forma de las muelas
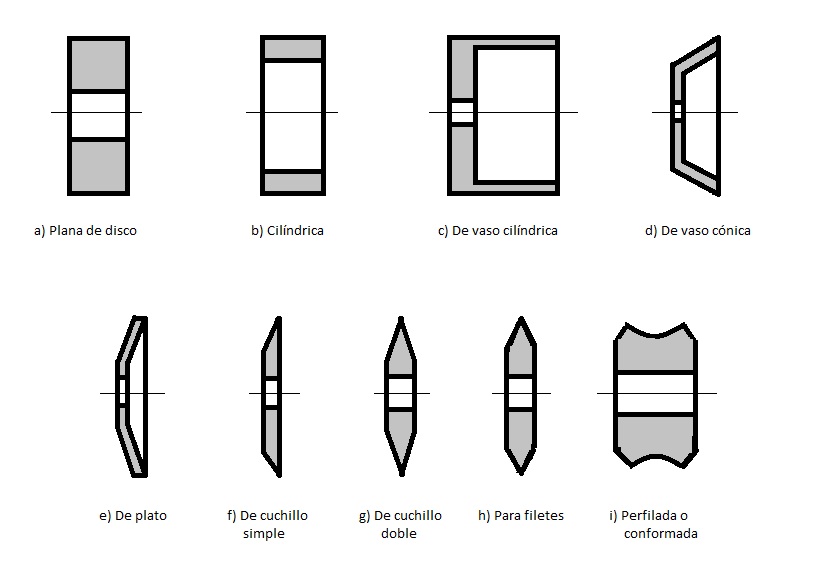
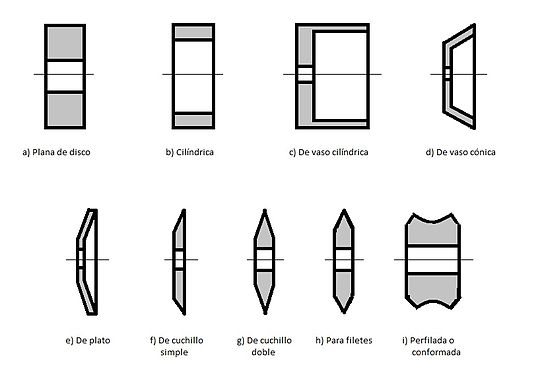 Diferentes formas de muelas
Diferentes formas de muelasExisten variedad de formas de las muelas para el rectificado, cada una con un uso especifico. Para rectificar superficies cilindricas se emplean la a) y la b), para el rectificado plano se emplean las muelas de la forma c), para el afilado de herramientas se emplea la d), para afilar herramientas también y sierras se emplea la e), para desbardar fundiciones se emplean la f) y la g), la h) como su nombre indica para rectificar filetes de roscas y finalmente la i) para rectificar perfiles o dar formas.
Movimientos de las muelas
- Movimiento de corte (Mc) : lo hace independientemente del Mr´ y es del orden de los 2000 a los 2500 m/min
- Movimiento de rotación de la muela de arrastre (Mr´) : a su vez da el movimento de avance a la pieza a rectificar. Es lento y comprendido entre 10 y 50 m/min
- Angulo ": es la inclinación que se le puede dar opcionalmente al rodillo de arrastre, y que origina el desplazamiento axial de la pieza (cuanto mayor sea este ángulo, mayor será la velocidad del desplazamiento de la pieza a rectificar). Esta inclinación será aproximada de 1 a 5 grados.
Diferencias respecto mecanizado convencional
- Las muelas, al contrario que en una herramienta de corte, disponen de un número indefinido de aristas cortantes, cada una de las cuales arranca una parte del material, siendo cada una de estas aristas granos de abrasivo.
- Los filos de corte se encuentran situados de manera aleatoria.
- La viruta restante del proceso es de un tamaño diminuto.
- Las velocidades de corte pueden ser de la orden de diez veces superior a las que se pueden alcanzar con un mecanizado con una herramienta de un solo filo, y esto es debido a sus infinitos filos de corte.
- Es un proceso capaz de dar lugar a ángulos del plano de cizallamiento variables desde el inicio hasta el final del mecanizado, y permanentemente muy pequeños.
- La energía consumida en este tipo de mecanizado es veinte veces superior a la de un proceso convencional, provocando de estas maneras altas temperaturas en el proceso tanto para la pieza como para la muela, encontrando de esta manera un punto muy desfavorable y muy a tener en cuenta a la hora de realizar el proceso ya que este calor es quien provoca problemas del tipo: quemaduras, grietas superficiales, tensiones residuales, modificaciones en la microestructura superficial y errores dimensionales, por lo que en el rectificado es imprescindible y el uso de fluidos de corte con la función de refrigerante, así como también de lubricante. La energía utilizada se distribuye en la mayor parte en la pieza, con un alto porcentaje, seguido a un nivel mucho mas bajo por la herramienta y finalmente el resto de calor se lo lleva la viruta creada.
Véase también
- Pulido
- Bruñido (honing)
- Superbruñido (Super-Finish)
- Lapeado (lapping)
- Lapeado de dientes de engranajes
Bibliografía
- Julio Serrano, Fernando Romero, Gracia Bruscas , Carlos Vila. Tecnología mecánica: Procesos de conformado con arranque de viruta y soldadura de metales: Publicaciones UJI
Categorías:- Procesos industriales
- Máquinas herramienta



Wikimedia foundation. 2010.