- Soldadura por rayo láser
-
Contenido
Introducción
La soldadura por rayo láser (LBW, de laser-beam weding) es un proceso de soldadura por fusión que utiliza la energía aportada por un haz láser para fundir y recristalizar el material o los materiales a unir, obteniéndose la correspondiente unión entre los elementos involucrados. En la soldadura láser comúnmente no existe aportación de ningún material externo. La soldadura se realiza por el calentamiento de la zona a soldar, y la posterior aplicación de presión entre estos puntos. De normal la soldadura láser se efectúa bajo la acción de un gas protector, que suelen ser helio o argón.
Robot realizando una soldadura
Mediante espejos se focaliza toda la energía del láser en una zona muy reducida del material. Cuando se llega a la temperatura de fusión, se produce la ionización de la mezcla entre el material vaporizado y el gas protector (formación de plasma). La capacidad de absorción energética del plasma es mayor incluso que la del material fundido, por lo que prácticamente toda la energía del láser se transmite directamente y sin pérdidas al material a soldar.
La elevada presión y elevada temperatura causadas por la absorción de energía del plasma, continúa mientras se produce el movimiento del cabezal arrastrando la "gota" de plasma rodeada con material fundido a lo largo de todo el cordón de soldadura.
Para controlar el espesor del cordón de soldadura, la anchura y la profundidad de la penetración se pueden utilizar otro tipo de espejos como son los espejos de doble foco.
De esta manera se consigue un cordón homogéneo y dirigido a una pequeña área de la pieza a soldar, con lo que se reduce el calor aplicado a la soldadura reduciendo así las posibilidades de alterar propiedades químicas o físicas de los materiales soldados.
Dependiendo de la aplicación de la soldadura, el láser de la misma puede ser amplificado en una mezcla de itrio, aluminio, granate y neodimio, si se requiere un láser de baja potencia, o el amplificado por gas como el dióxido de carbono, con potencias superiores a los 10 kilovatios y que por tanto son empleados en soldaduras convencionales y pueden llegar hasta los 100 kilovatios.
Los sistemas de varios kilovatios en continua se utilizan para secciones gruesas lo que hace que la soldadura pueda llegar a ser más profunda. Para evitar la formación de burbujas de oxígeno durante la fase liquida del material se utilizan algún tipo de gas inerte, como pueden ser el argón o el helio. De esta forma se produce un poco de porosidad, dejando escapar dichas burbujas.
Sirve para soldar relaciones de ancho-profundidad de entre 4-10.
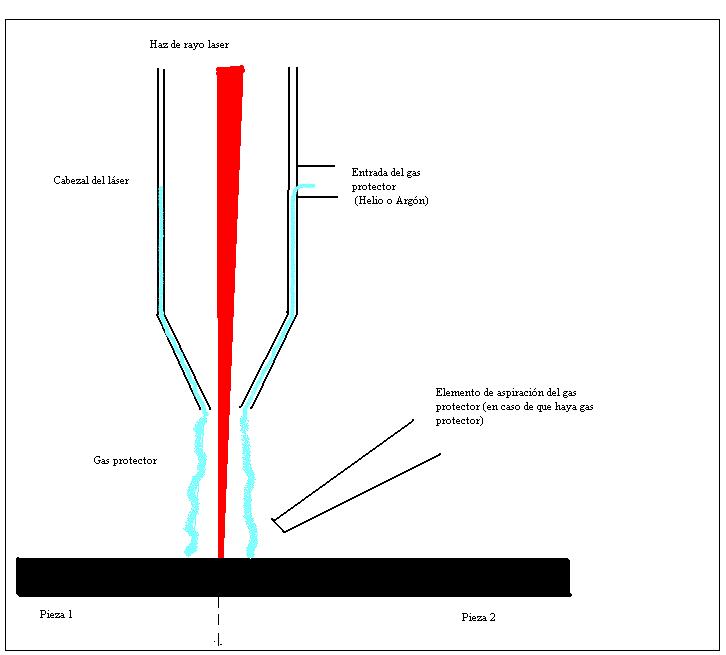
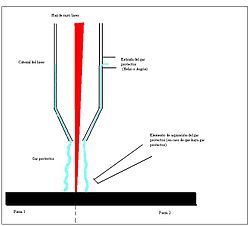 Croquis de una boquilla láser en el momento de soldar
Croquis de una boquilla láser en el momento de soldarCaracterísticas del proceso
El láser de alta potencia utilizado para la soldadura se trata de un dispositivo que amplifica la radiación en una determinada longitud de onda y la emite como haz coherente, casi paralelo, el cual puede enfocarse para producir una cierta cantidad de energía capaz de fundir en material con el cual se está trabajando. Esta densidad de energía puede ser del mismo tipo de un haz de electrones, utilizado para la soldadura. El nombre de láser está formado por las letras iniciales del proceso de este tipo de radiaciones: light amplification by stimulated emission of radiation.
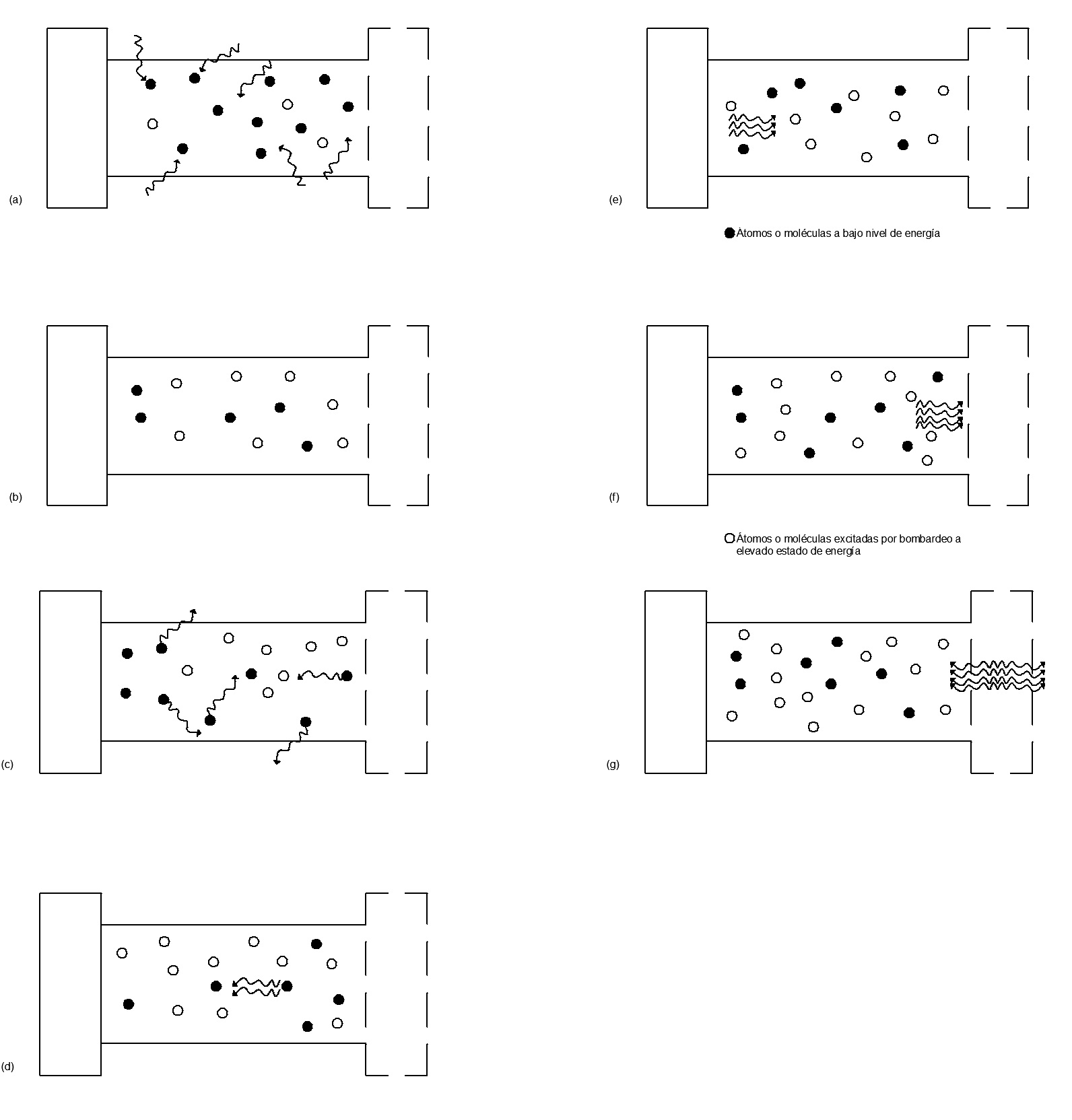
Funcionamiento del láser (Véase Figura 1.)
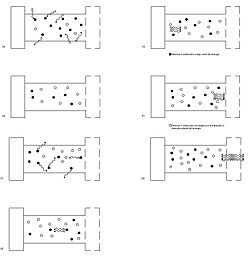 Figura 1.-Funcionamiento del rayo láser
Figura 1.-Funcionamiento del rayo láser- Los átomos o moléculas del material fluorescente son excitados por bombardeo con luz o energía eléctrica (a) y se colocan en niveles de energía más altos (b). Se ven debilitados por emisión espontánea y la mayor parte de los fotones emitidos que se encuentran desplazados a lo largo del eje del tubo generan más potencia por emisión estimulada de otros átomos excitados siendo así amplificada la luz (d). En el espejo reflectante (e) los fotones se reflejan hacia atrás a lo largo del tubo para poder ser mayormente amplificados. (f) En la ventana de salida algunos fotones se reflejan para continuar amplificándose y el resto se transforman formando el haz saliente. Las etapas anteriores se producen casi simultáneamente.
Dentro del campo de soldadura por rayo láser podemos encontrar varios tipos como:-
- Lasers de estado sólido.
- Lasers de gas.
Lasers de estado sólido
Uno de los materiales más corrientes para este tipo de láser y también capaz de entregar una potencia elevada es el ion de cromo en un cristal de rubí. Otro material para este tipo de láser en estado sólido es el granate de itrio y aluminio dopado con neodimio o YAG. Otra forma de carácter práctico de láser puede consistir en una varilla de rubí de 10 mm de diámetro y 110 mm de largo con sus extremos rectificados con una gran precisión y pulidos. El cristal puede ser irradiado mediante un tubo de descarga de xenón. Los iones de cromo en el cristal emiten radiación estimulada, por esto, la que va en un sentido axial se refleja hacia un lado y otro entre los extremos de éste. La intensidad de radiación se eleva y el haz del láser es irradiado por el extremo que se encuentra menos pulido.
Los altos niveles de energía para poder producir el haz del láser solo pueden lograrse de manera intermitente, para poder realizar este proceso de intermitencia en el láser descargaremos una batería de condensadores a través del tubo de descarga de xenón. Estos condensadores se encuentran cargados a un voltaje entre 1,2 y 4,4 KV. La intensidad luminosa del tubo se eleva en 1 ms a su valor máximo y desciende de forma exponencial dentro de un periodo de 10 ms. En aproximadamente 5 ms se produce la emisión de luz coherente dentro de una serie de impulsos. El rendimiento total obtenido es del 1% con una salida entre 3 y 55 julios.
Todo esto nos permite obtener una concentración de energía por encima de los 109 W/mm2, el cual es un nivel muy óptimo para poder fundir el material. Cuando trabajamos con estas densidades de energía este proceso se puede utilizar también para el taladrado de agujeros y cortado en piezas. Para poder soldar con el láser la energía producida no debe llegar más rápida de lo que puede ser conducida como calor; esto exige un impulso menos agudo y más sostenido que se consigue aumentando la inductancia del tubo o empleando una conducción de retardo.
El láser de rubí es utilizado para taladrar cojinetes de rubí para relojes e hilera a escala microscópica.
Lasers de gas
El láser más beneficioso para la soldadura y el corte es el CO2, el medio emisor para este tipo de láser es una mezcla de anhídrido carbónico, nitrógeno y helio. Puede trabajar continuamente y ha sido desarrollado para la entrega de bajos watios e incluso por encima de 20 KW. La radiación se encuentra en la región del infrarrojo lejano del espectro, obteniendo una longitud de onda de unos 10,6 μm. Uno de los lasers más típicos de CO2 está comprendido por un tubo de vidrio por el cual circula una mezcla de gas con electrodos en cada extremo los cuales producen una descarga de alto voltaje. En uno de los extremos del tubo se encuentra alojado un espejo reflectante de superficie dorada enfriado por agua, mientras que en el extremo opuesto hay una ventana reflectante en parte, el espacio entre ambas recibe el nombre de cámara del láser. En las ventanas se utilizan rodajas de arseniuro de germanio o galio en montajes enfriados por agua.
El rendimiento del 10 al 25% se traduce en que del 75 al 90% de la energía de la descarga se disipa en el gas. Un incremento de la temperatura del gas causaría la desestabilización del anhídrido carbónico y una caída en energía de salida, por ello debe hacerse circular continuamente a través del tubo permitiendo que parte del calor que se produce tenga contacto con las paredes de vidrio las cuales deben ser enfriadas con agua. Este proceso es llamado láser de flujo axial lento y en él, el gas puede deshacerse o reciclarse mediante un intercambiador de calor.
Si el gas es transportado a través del tubo del láser de alta velocidad mediante un soplante, la pérdida de calor producida en las paredes es muy pequeña y por tanto es despreciable, por ello éstas no necesitan ser enfriadas por agua, pero todo el calor en exceso deberá de reducirse mediante un intercambiador en algún punto del circuito del gas; este es el láser de flujo axial rápido y el gas es recirculado por un soplante. Los láser de flujo axial lento pueden suministrar alrededor de 50-70W por metro de longitud de la cámara, sin embargo los láser de flujo axial rápido pueden general hasta 600W por metro. Son posibles otras disposiciones en las cuales el gas pasa transversalmente a través de la línea de descarga y permiten cavidades ópticas más cortas y mayores potencias de salida. Por encima de los 2,8KW no pueden emplearse ventanas de salida reflectantes porque se ven sometidas a excesivo calor, y en su lugar se emplea una batería de espejos con una ventana de aluro no reflectante, totalmente transmisora, o una abertura.
Cuando la densidad de potencia en el punto enfocado del láser excede de 12KW/mm2, tiene lugar un cambio en la cantidad de energía absorbida por la superficie. Por debajo de dicha cifra una cantidad generosa de energía que llega a la superficie se refleja, pero una vez se ha superado el nivel de umbral, el rayo láser incide con características perforantes, produciendo una transferencia de calor mejorada. Para realizar cordones lisos, es necesario proteger el baño mediante un gas inerte observándose que cuando es utilizado helio para este fin el plasma obtenido, es menos visible que cuando es utilizado argón.
La soldadura en la práctica no es fiable por debajo de un nivel de potencia de 1,7KW, pero a mayor potencia la capacidad de penetración es de unos 2,5mm/KW. Por ello un nivel de potencia de 5KW introduce dentro de la capacidad del láser una gama amplia de posibles aplicaciones. El corte con láser de CO2 se realiza mediante un chorro de gas coaxial con el rayo láser. Esto se obtiene haciendo pasar el rayo láser a través de una cámara que termina en una boquilla de aproximadamente 1,2mm de diámetro. La cámara se encuentra llena de gas a presión y tanto el gas como el rayo láser salen a través de la boquilla, la cual se encuentra por encima de la superficie a cortar entre 1 y 2mm. Cuando se cortan metales férreos se ve aprovechada la reacción exotérmica entre el metal y el oxígeno para obtener energía extra. Los óxidos fundidos producidos se desechan a través de la pieza por la presión del chorro de oxígeno. Si la velocidad de corte es muy baja la reacción de oxidación se mantiene por sí misma y por esto obtenemos el resultado de un corte irregular. A velocidades muy altas el ancho de corte es controlado por el láser, mediante el cual se obtiene un ancho de 0,6mm. Este es un proceso de corte de baja deformación. El grosor que se podrá cortar dependerá de la potencia del láser y este puede ser de hasta 14mm con 2,3KW.
Para la realización de corte de materiales no metálicos deberemos ayudarnos mediante un chorro de gas coaxial, pero no de oxígeno porque no nos proporcionará una reacción exotérmica con tales materiales. No obstante es factible utilizar un chorro de nitrógeno, aire o gas inerte, que deseche los productos de descomposición y vapores producidos por el calor del láser.
Aplicaciones
Se utiliza, principalmente, para soldar:
- Piezas de transmisiones en la industria automotriz.
- Piezas unitarias grandes.
- Series grandes y con buenos acabados.
- Piezas de electrodomésticos.
- Piezas para la industria aeronáutica de aluminio, titanio o níquel.
- Industria del ferrocarril.
- Recipientes a presión.
- Industria alimentaria, a la hora de realizar embalaje de alimentos, cuchillas de corte.
- Para instrumental médico y quirúrgico.
- Odontología
Ventajas e inconvenientes
Tiene como ventajas principales las siguientes:
- Se puede transmitir por el aire, por lo que no se requiere un vacío.
- Es un proceso fácilmente automatizable por el hecho de que los rayos se pueden conformar, manipular y enfocar ópticamente usando fibras ópticas.
- Este tipo de soldadura no genera rayos X.
- Produce muy poca distorsión y tiene una tendencia muy pequeña a la fusión incompleta, a las salpicaduras y a las porosidades.
- No hay desgaste de herramienta, al no estar en contacto con la zona a soldar
- Se puede controlar fácilmente la profundidad de penetración
El inconveniente es el precio de los equipos, que es muy elevado. Al ser equipos muy automatizados y altamente precisos requieren una tecnología muy alta.
Métodos para la realización de la soldadura por rayo láser
La soldadura por rayo láser se puede realizar de dos formas distintas:
-
- Por conducción : En este tipo de soldaduras la profundidad de la zona fundida va aumentando a medida que aumenta la conductividad térmica y la intensidad de la radiación.
Es utilizada para la soldadura de chapas de espesor pequeño
-
- Por penetración profunda : Esta soldadura posee un gran rendimiento ya que se consigue desplazar la zona de mayor temperatura por debajo de la superficie del material, por la acción del vapor recalentado y se mantiene al material fundido en el sitio deseado gracias al efecto de la tensión superficial, gravedad y otra serie de factores.
Este tipo de soldadura, como ya hemos citado con anterioridad, debido a su afectación térmica reducida, no se necesita material de aporte y es fácilmente automatizable por esto se convierte en fundamental a la hora de realizar soldaduras en los que la calidad requerida es alta y no se desean grandes deformaciones dimensionales. Además, los materiales soldados no necesitan un tratamiento posterior para eliminar tensiones. Esta facilidad de proceso (automatización) hace que la velocidad del proceso sea de hasta 6 veces superior a otros procesos de soldadura.
Materiales con los que trabaja
En la actualidad ha habido un gran avance en este tipo de soldadura, ya que se puede soldar oro, aleacion ligera, materiales disimilares, y materiales plásticos, campo que está avanzando a grandes velocidades y que ya se encuentra muy desarrollado. La soldadura de plásticos (termoplástico estable) se puede llegar a realizar utilizando unos aditivos especiales, denominadas resinas. Estas resinas nos permiten soldar sin llegar a derretir el termoplástico, cosa que sería impensable sin la utilización de este aditivo.
También existe la soldadura láser híbrida, que es la que combina la soldadura por rayo láser con la soldadura de arco para así poder obtener posiciones más flexibles y velocidades de soldadura más altas.
Soldadura híbrida MSG-Láser
Este tipo de soldadura se intento por primera vez a principios de los años 80 lo que por aquel entonces los elevados costes que tenía la desestimaron por completo. A principios de los 90 se desarrollo esta técnica que mezcla los dos tipos de soldadura tan diferentes como son el arco MSG y el haz de luz láser.
Véase también
- Anexo:Cronología del láser
Referencias
- Fundamentos de manufactura moderna: materiales, procesos y sistemas. Autor: Mikell P. Groover
- Tecnología de los procesos de soldadura Autor: P. T. Houldcroft
- Manual del soldador. Autor:Hernández, Germán
Enlaces externos
Wikimedia foundation. 2010.